

The following tip is from the ISA book by Greg McMillan and Hunter Vegas titled 101 Tips for a Successful Automation Career, inspired by the ISA Mentor Program. This is Tip #94.
Processes often include a mixture of batch and continuous operations. For liquid products made in a batch operation, most of the time the batch flow is off because the drain valve is closed during the batch. When done, the batch is drained quickly. This discontinuous batch flow cannot directly feed continuous operations downstream. For traditional batch operations, where charges are sequenced and completed as fast as possible, continuous operations upstream cannot directly feed batch operations. In either instance, a feed or product tank is needed that acts as a surge volume. A level controller is often used to smooth the changes in continuous flow required to balance the batch flow changes and thereby minimize the upset to the continuous operations.
I worked in a large chemical intermediates plant that had a mixture of batch and continuous operations. The plant was running at over twice the original design capacity. There were multiple trains that could help moderate the effects of the discontinuous batch flows but due to fouling the units had to be periodically shut down and cleaned, and the surge tank volumes were marginal in the original design. Level controllers oscillated so operators tried to control the volumes manually, but this led to some extreme changes in feed rates severely upsetting unit operations.
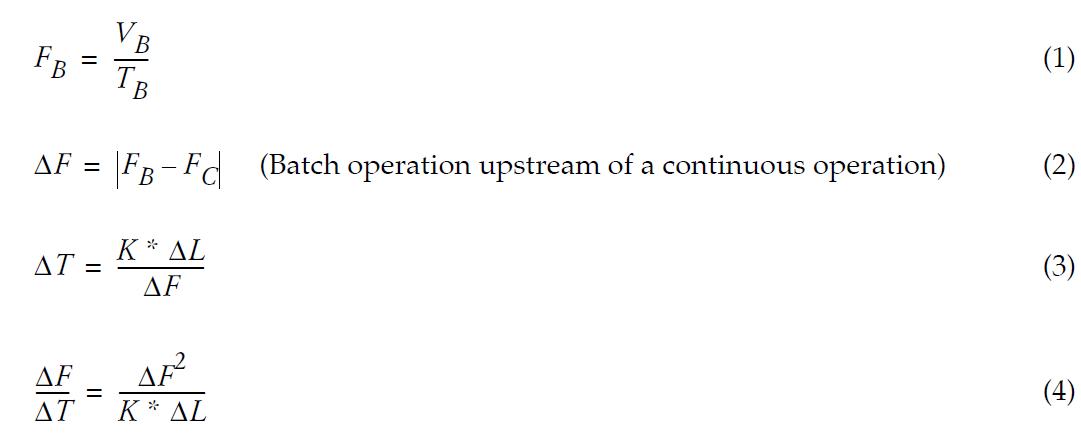
A solution is an adapted rate limited feedforward for level control. The total batch volume (VB) divided by the current batch cycle (TB) time is the average batch volumetric flow (FB) (Equation 1). The absolute value of the difference between the current continuous flow (Fc) and the average batch flow is the flow unbalance (ΔF) (Equation 2). The difference between the current surge tank level and the alarm level (ΔL) multiplied by the dimension factor (K) and divided by the flow unbalance is the time to the level alarm (ΔT) (Equation 3). The factor converts from percent level to volume. The rate limit (ΔF/ΔT) is the flow unbalance divided by the time to the alarm (Equation 4). For an unbalance that is increasing and decreasing level, the time (ΔT) is the time to reach the high and low alarm, respectively.
Concept: A feedforward of instantaneous batch flow can be velocity limited to smooth out feedforward control so that the unbalance is eliminated over the available surge inventory. The rate limit is applied in the direction of causing a level alarm. As the available inventory decreases, the rate limit increases, allowing a faster correction of the input to the feedforward summer in the level controller.
Details: Use an adapted velocity limited feedforward per the equations above to smooth out the flow manipulated by a surge tank level controller. Use consistent units for batch and continuous flows, volumes, and times. Manipulate the continuous flow by a combination of feedback and feedforward level control. For batch operations upstream of continuous operations, the feedforward signal is the instantaneous batch flow into the surge tank and the flow unbalance is the average batch flow minus the continuous flow. For an instantaneous batch flow greater and lower than the continuous flow, base the rate limit on the high and low level alarm, respectively. For batch operations downstream of continuous operations, the feedforward signal is the instantaneous batch flow out of the surge tank and the flow unbalance is the continuous flow minus the average batch flow. For an instantaneous batch flow lower and higher than the continuous flow, base the rate limit on the high and low level alarm, respectively. Other solutions include a controller gain scheduled to increase as the level gets further from setpoint, integral deadband to suspend integral action when the level is reasonably close to setpoint, and errorsquared level control. If the desired continuous flow does match the average batch flow because of greater or less continuous capacity, make a judgment (Tip #96) as to whether to sacrifice batch efficiency or batch capacity for balance.
Watch-out: For multiple trains of batch operations using the same surge tank, the average batch flow must be adjusted accordingly. If the batches are staggered, the stagger time must be added to the batch cycle time. The average batch flow is the summation of each batch volume divided by the batch cycle time plus stagger time. The product of the level controller gain and reset time must be greater than the inverse of the (Tip #89) integrating process gain (Δ%PV /sec/ Δ%CO) to prevent slow rolling oscillations (as shown in Equation A-2 in Appendix A of Reference 11). The level controller gain must be high enough when the level is high and increasing or low enough and decreasing to prevent a high and low level alarm, respectively. Using a proportional-only structure is not advisable because integral action is needed to slowly return the average level to a setpoint that maximizes available surge volume. Derivative action should not be used.
Exceptions: If a shutdown in the continuous area stops the continuous flow, there is no level control and the batch operations may have to go on hold until the continuous area starts up.
Insight: The unbalance between continuous operation flow and instantaneous batch flow can be spread over the available inventory in a surge tank by an adapted rate limited feedforward.
Rule of Thumb: Use an adapted rate limit to slow down the signal to the feedforward summer in a PID level controller without causing a level alarm in the surge tank.

