

Introduction
Nowadays, in the age of process automation, almost all process equipment is outfitted with controllers to run the plant autonomously and safely. It reduces the need for human interaction while ensuring a safe shutdown whenever any parameter deviates from its critical value.
A proportional-integral-derivative (PID) controller is a broad subject with numerous built-in functions, and we can add some new features based on our process requirements. In this blog, we will primarily consider the controller’s two features that benefit both the controller and the process. To avoid disturbances in the process, these two features must be configured in all types of controllers. The first is the synchronous PID controller loop, while the second is the control loop's slew rate.
Synchronous PID
Any controller's scan time is the amount of time it takes to calculate the output depending on the input error. In general, the controller calculates the error (set point–process valve) and then calculates the modified output based on this error. This output is transmitted in the form of current to the final control element (control valve in the process industry; 4-20 mA). The controller's frequency is referred to as the “scan time of the controller.”
However, the scan frequency of any measurement element of a measuring sensor varies depending on the process. Although pressure and flow sensors are marginally faster, temperature and composition (analyzer) measuring sensors have a long response time and dead time depending on the process design. To detect with a single gas chromatography (GC) and save money on capital, analyzers are typically multiplexed with a high number of streams. A single stream's measurement period is increased by minutes to half an hour. Each measuring sensor has a unique transfer function, as well as a unique reaction time and scan time.
The measured value is fed into the controller as a process value (PV), and the setpoint is set by an operator or another controller based on design. To avoid process disruption, the controller's scan time and the response time of measuring sensors should be similar and synchronized. If the controller is faster than the response time of the measuring element, the controller can go far away based on old values. Some plants use asynchronous controllers that compute an output based on the old value of PV rather than the new value. This form of asynchronous controller disrupts the process, and the controller is run manually by the operator.
Slew Rate
The slew rate is the change in the controller's output over time. The output (MV) of a controller can be adjusted in milliseconds to seconds (depending on scan time), but the final control element (control valve) is slow and can take several seconds to minutes to open. When the controller is faster than the final control valve response, the controller constantly transmits the output to the control valve, which is not opening due to slow response. Controller output can go beyond the needed opening and destabilize the process parameters. The controller can also wind up in some cases.
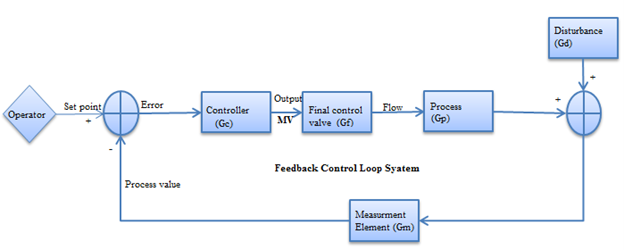 Figure 1: Closed Control Loop
Figure 1: Closed Control Loop
Some control valves in some plants work in a discrete manner. When the controller's output is 1-5%, it does not operate, and when it reaches 6-10%, it opens immediately. It disrupts the process parameters, causing the controller to act in the opposite direction. To avoid such issues, critical controllers' slew rate should be matched with the control valve.
If the control valve is fast acting, controller output should be fast enough and vice versa. These two features eliminate the controller to wind up during normal operation. If the control valves are at their limits (completely open or fully closed) and there is still an error in the controller, the controller can compute output and increase until the error is zero. The controller's output can go above that and wind up the controller. The anti-reset wind up (ARW) feature is available in controllers to lock the output calculation when the final element is on the limit to prevent this wind-up.

