

[dropshadowbox align="none" effect="raised" width="auto" height="" background_color="#DDDDDD" border_width="1" border_color="#DDDDDD" rounded_corners="false" inside_shadow="false" outside_shadow="false"]This post was written by Jennifer Bennett, technical director, Office of the CTO at Google Cloud, and former general manager for manufacturing software at GE Intelligent Platforms Software. [/dropshadowbox]
Editor’s Note: OEE is one aspect of analytics that has proven powerful in industry. There are a wide range of new and powerful tools making it easier to implement analysis in process and discrete applications that InTech will continue to cover. Industry understands the need for more analysis. For example, the FDA-industry initiative known as PAT (process analytical technologies) promotes real-time process measurements, including analytical systems to improve quality and productivity.
In the manufacturing world, the imperative to maximize productivity while ensuring product quality and sustainability across the enterprise has never been more critical. The industry faces increasing profitability pressures, volatile market forces, more stringent regulatory requirements, and greater consumer expectations. To stay ahead of the competition and increase market share, automation professionals are constantly looking for ways to increase the efficiency of business operations, improve quality and throughput, ensure supply chain predictability, and reduce costs.
At the same time, it is not easy to ensure assets are operating as they should at every step of the process across the organization. Logistically, the scale, scope, and accessibility of asset information can be daunting. Technologically, interoperability issues, security concerns, and vast quantities of siloed information are common. Not surprisingly, many manufacturers struggle with a lack of visibility into their own data and experience various manual reporting errors and unexplainable production inefficiencies that stifle their optimization efforts.
The good news is manufacturers can close this opportunity gap. Today, manufacturing is being redefined by a “digital thread,” which promises to increase the power of productivity beyond what is now imaginable. Enabled by the industrial Internet, today’s technology solutions allow companies to get connected, get insights, and get optimized. They can connect their machines to bring together disparate data for increased operational visibility, leverage insights through advanced analytics, and achieve optimized production for utmost productivity, quality, and sustainability—communicating and operating through a digital thread in real time.
Real-time analytics are key in enabling manufacturers to address these complex challenges and make better use of their data to improve the performance of industrial assets. With this insight, automation professionals make more informed decisions, drive higher efficiency, and take action on issues such as equipment bottlenecks, unscheduled downtime, and lost production from resource shortages.
In today’s connected world, it is imperative manufacturers become more data driven with data they can trust. Manufacturers need to leverage the digital thread that connects machines, people, processes, and technology across the enterprise from suppliers to consumers—and remove existing information silos and error-prone manual processes.
Real-time analytics and OEE
Real-time analytics drive overall equipment effectiveness (OEE), which is one of the most powerful measurement tools in an industrial environment. It exposes all manufacturing losses, so automation professionals can make objective business decisions that improve the performance, capacity, and utilization of plant assets. It can help companies achieve desired outcomes, such as reduced changeover time, improved quality and throughput, greater supply chain predictability, and reduced costs. When measured and adopted correctly, OEE allows managers to make effective, accurate, and objective decisions in real time.
Measure and calculate OEE
OEE is calculated by first measuring three real-time data factors: availability, performance, and quality. These three key factors can be defined as follows:
- Availability is represented as the percentage of a manufacturer’s actual production time versus its scheduled production time. Scheduled downtime, for instance, is not included in the scheduled production time, so availability describes only how much of a manufacturer’s scheduled production time is being used. Factors causing availability to be less than 100 percent are usually equipment setup and breakdowns.
- Performance is measured by how many finished goods (units, boxes, or bottles) were produced during the actual production time. It is the amount produced as a percentage of the amount expected to be produced when measured against the ideal rate of productivity. Performance is affected by reductions in the speed of the equipment as well as stoppages.
- Quality is calculated by determining the number of “good boxes” produced as a percentage of the total number of boxes produced. Not all boxes pass standards, and this must be taken into account. There can be losses due to underweight, misshapen, or off-color products, which all affect quality and cannot be used, including “tainted products” with safety problems (such as salmonella or metal pieces).
When expressed as a percentage, OEE is calculated by multiplying those three factors together. This number is the foundation for improvement by allowing the efficiency to be measured against other plant metrics, as well as against other industries for benchmarking.
Get connected and gather accurate data
As a first step to leveraging OEE, manufacturers need to connect their machines to collect data for increased operational visibility. There are a variety of ways to gather data for OEE, but the most efficient, quick, and reliable way is to base calculations on automatically collected electronic data (as opposed to manually entered information).
Manual methods are problematic for a variety of reasons. First and foremost, they are more prone to operator error. In real-time analytics, data accuracy is paramount. Manual methods are also an inefficient way to collect data for problems such as downtime and reason codes, because guesswork often comes into play. A company’s asset intelligence is only as good as its data quality; inaccurate data intelligence results in ineffective business decisions. If the data is not stored electronically, it is harder to connect the data for visibility and further analysis.
Ideally, the automated system will reflect efficiency and quality data in real time, so a rapid means of data collection is necessary for the information to have the greatest impact. However, expediting data collection can sometimes be difficult; it requires an effective process. Additionally, data collection should be flexible to allow for different types of analysis as priorities change, and also extensible, so the system can grow with the business.
Consistency is a key point of data collection, because it is critical that the data is reliable and aligned with the goals of the business. Various business sectors or departments may measure overall equipment effectiveness differently, so it is imperative to have a consistent measurement that connects to the larger priorities or overall goals of the organization.
Real-time analytics
An OEE solution transforms collected data into valuable insights for better, faster decisions that optimize asset performance in real time. Companies cannot improve what they cannot measure, and real-time analytics for OEE solutions have proven to be a key enabler—providing the information automation professionals need to take action on equipment bottlenecks or operational issues that affect production efficiency or throughput. Listed below are the main capabilities and benefits of real-time analytics that companies should look for in an industrial Internet–based solution to optimize asset performance management:
- Correlate disparate types of data: Production managers need the ability to make dramatic and rapid improvements in their operations’ profitability and efficiency. With industrial Internet–enabled OEE solutions, companies can correlate disparate types of data and use out-of-the-box solutions to display and report on that data in real time. This gives relevant manufacturing information, not just “downtime” information.
- Offer flexibility with an open and modular architecture: Automation professionals need to be able to protect and build upon existing investments in manufacturing and automation systems. Being able to connect to many different kinds of applications offers maximum flexibility. Additionally, the capabilities should be modular, allowing companies to add only the relevant modules they need to support their operations.
- Provide a comprehensive view of OEE: To better utilize equipment, automation professionals need comprehensive drill-down capabilities to identify and monitor all areas for improvement. This will help them make the right decisions to increase throughput in operations without adding equipment, people, and material costs.
- Deliver analyses to minimize downtime: An effective OEE solution can help companies minimize scheduled and unscheduled downtime, reduce waste and redundant work, and do root-cause analyses by helping managers make data-driven decisions about capital expenditures and process improvement investments. In addition, companies can track uptime, downtime, and overall plant and machine efficiencies through key performance indicators (KPIs).
Get optimized
Many manufacturers seek operational improvements in their supply chains to maintain profitability and market share. Beyond improved operational visibility, real-time analytics can also form a strong foundation of reliability, efficiency, and predictability in manufacturing operations for optimized production.
For example, a food and beverage company used an OEE solution to demonstrate that manufacturing performance could be an indicator of delivery performance instead of depending on inventory buffers and warehouse space. The company could deliver line-side metrics and analysis that empowered its operators to manage and respond effectively to process upsets. As a result, this manufacturer was able to uncover lost capacity in the manufacturing plant and improve efficiency. The solution had root-cause analytics that led to asset and process reengineering, and deep capability analysis to optimize the company’s planning and scheduling activities.
By giving stakeholders across different functions objective performance data, the manufacturer had powerful outcomes, such as improvements in overall equipment effectiveness rates ranging from 85 to 95 percent, reduced inventory buffers on the distribution side of the business, streamlined flows of inbound materials, and improved capital planning based on historical analysis of capability.
Unlock data value
An effectively deployed OEE tracking and reporting solution allows automation professionals to track and monitor production and business-driven KPIs. Using automatically collected data, managers can track downtime, waste, production counts, and user-defined events, and automatically or manually associate events with a specific cause in real time. By harnessing the intelligence of industrial data, companies have better insights into root causes, contextualized analytics, and powerful reporting tools.
Many manufacturers use the ISA95 international standards for developing an automated interface between enterprise and control systems (www.isa.org/standards). With an integrated ISA95 data reference model, automation professionals can analyze equipment effectiveness based on reasons and details to identify root causes. Additionally, managers can summarize and analyze data in the context of production events, such as by equipment, by product, or by personnel (hour, shift, and day) for improvement.
Furthermore, getting the right information to the right people at the right time allows manufacturers to get the full value from data, and decision support plays a critical role. Events and reasons can be correlated to actual production operations, and based on this data, automation professionals can develop reports and dashboards for real-time decision making. Decision support helps users across the enterprise—from operators to corporate executives—use real-time analytics for optimized business performance. So whether it is information that helps plant personnel prevent mistakes, identify problems and causes, and drive intelligent warnings, or information that allows executives to monitor and manage supply chain activities and internal and external benchmarks in real time—manufacturers can push performance to new levels.
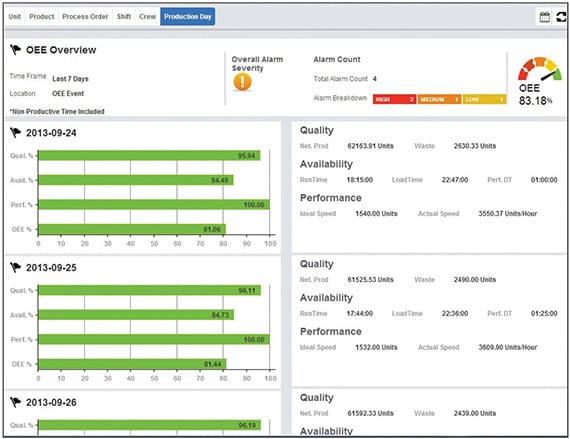 OEE dashboards analyze equipment effectiveness and monitor key performance indicators.
OEE dashboards analyze equipment effectiveness and monitor key performance indicators.
Competitive advantage and operational excellence
With industrial Internet–based technology solutions, manufacturers can view real-time production data anytime or anywhere and quickly make adjustments to current production runs. Accurate production data lets companies identify improvement opportunities and take the right business actions to increase profitability and competitive advantage. With such scale and scope in the manufacturing industry, even a modest improvement in OEE for a mid-sized company could save hundreds of thousands of dollars in a few years.
Industry research supports the quantifiable competitive effect of real-time analytics for OEE on operational excellence. A January 2015 report by the Aberdeen Group, Food Safety and Quality: Ensuring Traceability Across the Enterprise, indicates that top OEE performers earn leader status in their industry. For example, OEE for the top-performing 30 percent of food and beverage (F&B) manufacturers is 89 percent, while for the bottom-performing 70 percent of manufacturers it is only 74 percent. According to the same study, the aggregate of all F&B manufacturers’ OEE is 80 percent, which leaves a significant margin for improvement for most companies to produce more with their existing equipment.
As consumer goods companies face rising costs for raw materials, energy, and transportation in today’s highly competitive environment, getting the most out of manufacturing assets is essential. Real-time analytics help companies make smarter, timely decisions to achieve greater productivity while ensuring product quality and sustainability. The industrial Internet enables technology solutions that help manufacturers get connected, get insights, and get optimized. They can achieve nimble, reliable production using their current assets and infrastructure for competitive advantage and operational excellence.
[dropshadowbox align="none" effect="raised" width="auto" height="" background_color="#DDDDDD" border_width="1" border_color="#DDDDDD" rounded_corners="false" inside_shadow="false" outside_shadow="false"]
About the Author
 Jennifer Bennett is technical director, Office of the CTO at Google Cloud, and former general manager for manufacturing software at GE Intelligent Platforms Software. Bennett has more than 20 years of experience in enterprise software solutions. She earned her BS in electrical engineering from Cornell University and a MS in bioengineering from the University of Pittsburgh.
Jennifer Bennett is technical director, Office of the CTO at Google Cloud, and former general manager for manufacturing software at GE Intelligent Platforms Software. Bennett has more than 20 years of experience in enterprise software solutions. She earned her BS in electrical engineering from Cornell University and a MS in bioengineering from the University of Pittsburgh.
Connect with Jennifer:
![]()
[/dropshadowbox]
A version of this article also was published at InTech magazine.
