

This post was authored by Eric Esson, national sales manager at Dynatect Manufacturing, Inc.
There have been significant changes in industrial safety standards for robotics. Safety managers, plant managers, and others need to keep pace with the latest codes and regulations. According to the U.S. Occupational Safety and Health Administration (OSHA), “machine guarding” that pertains to machines’ general requirements and general industry (29 CFR 1910.212) consistently falls in the top ten most frequently cited OSHA standards violated in any given year.
When combined with newly introduced safety regulations, it is easy to understand why this commonly misunderstood topic is more confusing than ever. The multitude of robotic applications and the growth of robot use and automation in all industries only worsens the problem.
Conducting a thorough risk assessment is the best way to maintain a safe work environment, especially when adding new automated processes. Thanks to the Robotic Industries Association (RIA) R15.06-2013 standard, proper risk assessments are no longer just a best practice; they are mandatory.
RIA 15.06-2013 harmonizes international and U.S. standards
This standard references ISO 10218-1 & 2, which addresses robots, robot systems, and integration. The RIA 15.06-2013 was written to be compliant with international standards already in place in Europe, making life easier for manufacturers and end users. This standard requires better hazard identification related not only to robotic motion, but also to the task being performed. Additionally, it requires validation and verification of the safety systems employed and requires designs that incorporate protective measures for the robot cell and the operator.
Some of the biggest changes in the RIA 15.06 industrial robot standard have to do with safety-rated motion and allowing advanced programmable safety devices to be used. What this means is software will now be allowed “safety-rated” control of various aspects of the robot’s function, limiting the area in which the robot operates and the speed of robot motion. This is a departure from older standards in which programmable safety controls were not allowed. In addition, as part of this standard, risk assessments are now required. Many professionals responsible for plant safety have been conducting risk assessments to increase safety as a matter of practice. These regulations mandate risk assessments be conducted.
The basics of machine guarding risk assessment
Understanding and assessing these risks—and ensuring compliance—is not a simple task. The first step for facility/safety professionals is to identify and understand all applicable codes and regulations for their facility and operation. Next, they should examine the prevailing machine guarding choices for those applications to validate their safety system and its components. Although many guarding methods and products are available, not all can be applied universally. Every machine guarding application has a set of unique challenges and associated risk.
The choices a facility manager makes for one application might not be the same, or appropriate, for the next. In most cases, safety-conscious managers would not guard an industrial robot the same way they would guard other equipment, because the risk associated with each differs greatly. Risk may even vary between similar operations, depending upon employee exposure and other factors.
Determining risk
When performing a proper risk assessment, point-of-operation guarding is the most involved aspect. It is easy to place perimeter guarding around the entire process. However, in most situations a machine operator needs to interact with the process by loading or unloading materials (such as metals to be welded) and “running” the machine. This point-of-operation is where things get tricky. Many details must be considered when it comes to this area, including the layout or design of the process and the limits of the system.
Also, facilities must properly identify all associated hazards and devise methods for hazard elimination and risk reduction. Once the severity of the potential hazard has been determined, the frequency or duration of exposure and the possibility of eliminating or limiting exposure can help safety managers choose the proper machine guarding device. Also, using the distance formula identified in OSHA guidelines can help in this selection. Per this formula, the safeguarding device has a prescribed location based on a number of factors, including secondary hazards that might harm a machine operator.
Limiting hazard exposure
Light curtains, laser scanners, and other presence-sensing devices are a commonly used and widely accepted method of machine guarding in manufacturing facilities from Tier 1 automotive to small machine shops and fabrication facilities. With presence-sensing, the automated process ceases once the safety device’s infrared beam is tripped. In many instances these devices provide acceptable safety.
However, they are not always the best choice in all applications, especially after a risk assessment is performed. Curtains may be the right choice in some applications. However, fast-acting automated barrier doors or roll-up curtains may be better choices because they can eliminate exposure to both the dangerous movement of the machine and the secondary hazards produced by the process, such as smoke, flash, splash, mist, and flying debris. This further diminishes the potential risk and the severity of exposure.
Coupled with safety interlocks (up to PLe per EN ISO 13849-1 when integrated properly), automated barrier doors and roll-up curtains offer an increased level of protection for point-of-operation guarding. They restrict access to the process and contain secondary hazards of automated welding operations by placing a barrier between machine operators and machine movement. These types of guards are an ideal alternative to light curtains and other presence-sensing devices in many situations.
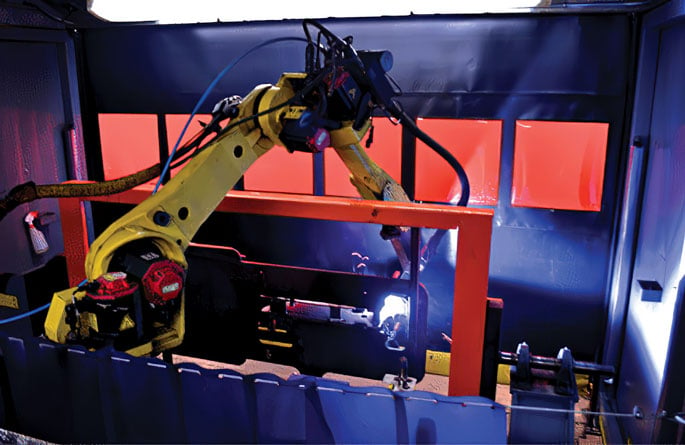 A fast-acting automated barrier door or roll-up curtain eliminates exposure to dangerous movement machines and hazards produced by the process, such as smoke, flash, splash, mist, and flying debris.
A fast-acting automated barrier door or roll-up curtain eliminates exposure to dangerous movement machines and hazards produced by the process, such as smoke, flash, splash, mist, and flying debris.
From EN 954-1 to ISO 13849-1 and EN 62061
One of the biggest regulatory paradigm shifts occurred with the move from EN 954-1 to ISO 13849-1 and EN 62061. Although approval of this harmonized standard was a hotly contested fight, it is now here to stay. Fortunately for those in charge of safety, best practices and market-ready solutions already exist. ISO 13849-1, when broken down to the basics, provides a clearly defined set of rules to follow when designing the safety system as applied to industrial machine control systems. Officially defined as “safety of machinery, safety-related parts of control systems, general principles for design,” this regulatory shift was made necessary by increasingly complex manufacturing processes using robotic and automated technology.
Safety control systems and methodologies were forced to keep pace. The ISO 13849-1 standard is more quantitative than EN 954-1. It applies common sense and forces facility managers to validate their safety systems, whereas EN 954-1 was conceptual and only required facilities to apply safety devices (controls) properly, specifying non-programmable, out-of-date technology. Let’s face it, our increasingly complex manufacturing processes require more complex systems to monitor their safe operation and keep machine operators safe.
Automated processes, robotics, and even time-tested processes all require considerable attention to ensure those processes can proceed both efficiently and safely. EN ISO 13849-1 is ultimately making a much safer manufacturing environment, because it accounts for the regulatory gaps in the older standards. Because every robotic system is different and has its own set of guidelines, it is important to realize what they are before implementation.
Know specifications such as space and cycles. Integrators of new robotic systems will be required to perform these risk assessments in an attempt to identify potential dangers and ways to limit and eliminate them. RIA 15.06 is similar to ISO 13849-1 in that it has a quantitative approach to hazard identification. A functional safety requirement of D (performance level “d”) will be required of all robotic systems, as well as structure category 3 (dual channel), unless a risk assessment determines otherwise. PL safety and category ratings will offer a much more measurably reliant way to gauge safety.
The new standards in safety
For regulations such as RIA 15.06 and EN ISO 13849-1, it is important to keep up with the latest and greatest safety technologies available to match the right product to the right process. Consider not only potential machine hazards, but also the task being performed. Advances in design and available technology make automated barrier doors ideal for guarding the machine and protecting operators, ultimately increasing productivity and the level of safety for years to come.
Creating a smaller manufacturing cell
Due to the nature of a properly interlocked automated barrier door, certain aspects of OSHA’s safety distance formula become moot, because there is no depth penetration factor. The safeguard can be placed much closer to the hazardous area, and there is less space dedicated to a “safety zone,” which reduces the manufacturing cell’s footprint. This space savings is a huge benefit in most facilities.
The smaller safety zone may also help to increase productivity and create a better ergonomic situation for the machine operator by limiting required motion. Eliminating accidental entry into the cell is another benefit of interlocked automated barrier doors. Because their safeguarding can be seen (unlike the invisible infrared beams of presence-sensing devices), they greatly reduce the opportunity for accidental work stoppage. The physical separation is a clear visual indicator that the machine operator needs to be on task.
Do not fall out of compliance
Regardless of the safety device selected for machine guarding, facility managers must remember to perform a proper risk assessment. Although it can be tricky, the process will ultimately make a facility safer for workers and keep it in compliance with RIA R15.06.
About the Author
Eric Esson is national sales at Dynatect Manufacturing, Inc. He formerly was national sales and marketing manager at Rite-Hite Machine Guarding, which provides safety equipment for welding, robotics, and other industrial processes.
Connect with Eric![]()
A version of this article also was published at InTech magazine.
