

The following insights are part of an occasional series authored by Greg McMillan, industry consultant, author of numerous process control books and a retired Senior Fellow from Monsanto.
The control scheme commonly used by gas reactors that inherently maximizes production rate cannot be effectively used by liquid reactors. The optimization of production rate can be achieved by the simple configuration of a PID loop that uses existing signals. However, special PID features must be used to prevent oscillations  and to deal with unmeasured disturbances.
and to deal with unmeasured disturbances.
The simplest control scheme for maximizing production rate in liquid reactors would be simply setting the coolant valve completely open and having the temperature controller bring in as much feed as the maximized coolant system can handle. However, the manipulation of reactant feeds by a temperature controller for maximization of production rate in liquid reactors causes inverse response for feeds colder than the reaction temperature and introduces a large lag that is the composition time constant of the vessel volume. For fast gas reactions, the residence time and consequently the composition time constant are small enough for this scheme to be effectively used, particularly when reactions are highly exothermic with a large heat generation that overwhelms any cooling effect of feeds.
Insight: The manipulation of reactant feeds for temperature control in liquid reactors does not work due to excessive inverse response and lag in the liquid composition response. The control scheme is productive for fast gas reactions.
In a first order plus dead time approximation for the temperature response, all time constants smaller than largest time constant are converted to equivalent dead time. The thermal process time constant for temperature control should be the largest time constant and the primary process time constant in the loop. The direct manipulation of feed rate for temperature control coupled with a slow reaction rate can cause a composition response time constant larger than the thermal time constant. The result is that a fraction of the thermal time constant becomes effectively dead time, causing a decrease in the maximum allowable PID gain and an increase in the minimum reset time and the peak and integrating errors for load disturbances.
Insight: A composition response in series with the thermal response in liquid reactors creates excessive dead time and deterioration in loop performance.
In a liquid reactor a coated temperature sensor or a sensor tip that does not extend past the nozzle into the vessel contents or a sensor hidden behind a baffle, could cause a measurement time constant larger that is than the thermal time constant. A sensor in a ceramic protection tube in a gas reaction phase or a sensor in a baffle with a glass coating in a small liquid volume will also have an excessive measurement lag due to the poor surface thermal conductivity of the sensor installation.
The slow composition response from manipulation of liquid reactant feeds causes slow correction and the slow sensor causes slow recognition of a disturbance. In either case, thermal time constants become effectively dead time and control severely deteriorates.
Insight: A sensor that is coated or is installed in a stagnant zone (e.g., behind a baffle) will add an excessive measurement lag.
The temperature sensor location is also important for the secondary jacket temperature loop. The sensor should be located in the coolant recirculation line rather than in the jacket. The higher velocities and turbulence in the pipeline provide a faster measurement with fewer fluctuations from level and phase changes and cold or hot spots from product sticking on the reactor wall.
[dropshadowbox align="none" effect="lifted-both" width="650px" height="" background_color="#feffcb" border_width="1" border_color="#dddddd" ]Inverse response and a slow composition response in series with the thermal response prevent the use of a temperature controller to directly manipulate reactant feed to inherently maximize production rate. However, a simple PID loop can be added to maximize production rate to the limit of cooling capability. See Greg McMillan's new ISA book, Advances in Reactor Measurement and Control, for an extensive view of practical opportunities for designing control strategies to achieve product quality and maximize yield and capacity in different types of reactors[/dropshadowbox]
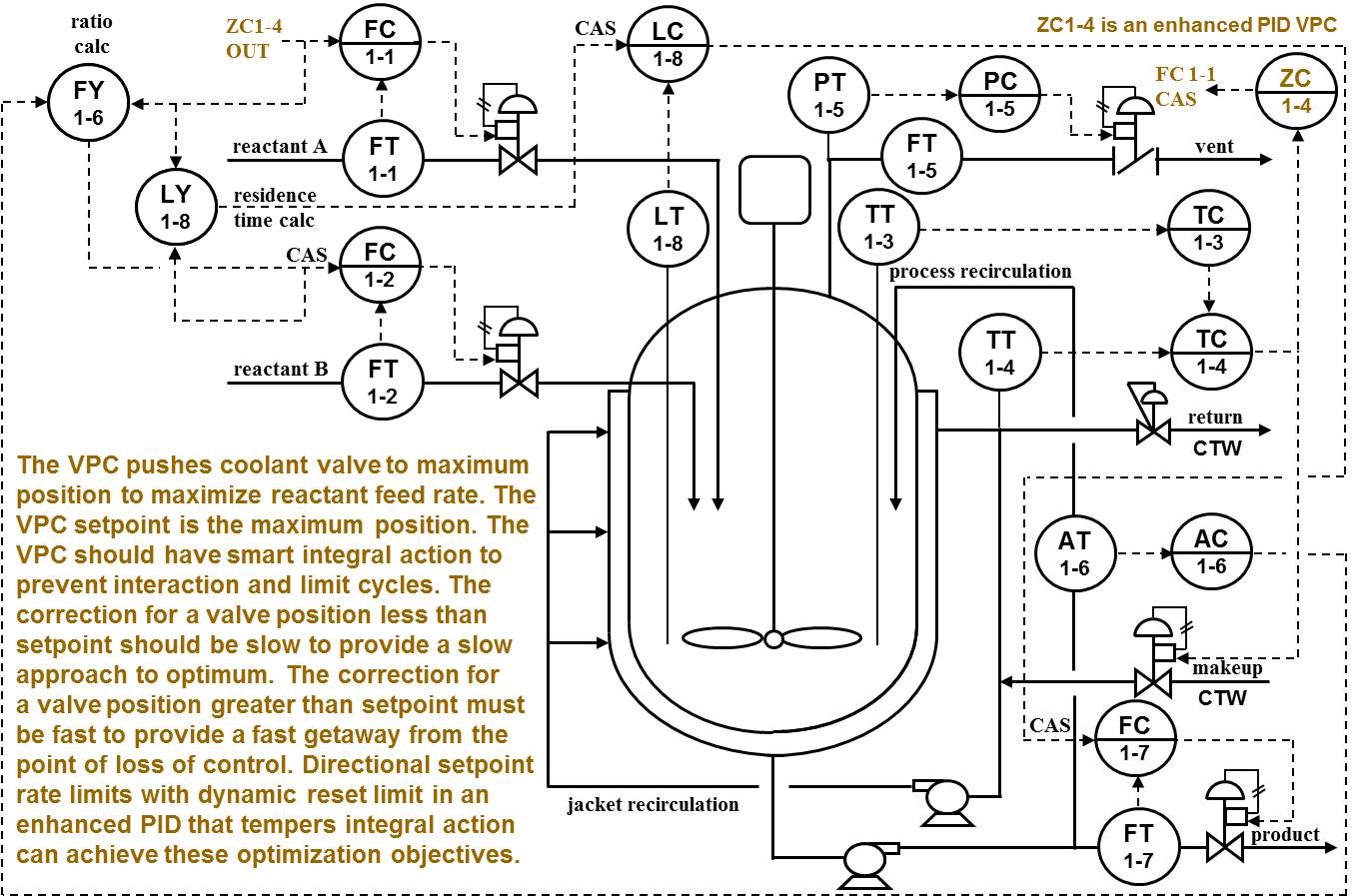
Production rate can be maximized by the use of a valve position controller (VPC) monitoring coolant valve position. The VPC setpoint is the maximum desirable valve position, and the VPC process variable is the jacket temperature controller output. The use of actual valve position is unnecessary if the coolant valve has a digital positioner. The maximum throttle position setpoint keeps the coolant valve near a point on the installed characteristic that has sufficient slope (valve gain) to correct for disturbances. The output of the VPC trims the setpoint of the “leader” reactant flow controller. An enhanced PID with external reset feedback (dynamic reset limiting) for the VPC eliminates limit cycles from coolant valve deadband, reduces interaction between the VPC and the jacket temperature controller, and enables smoother optimization with faster correction for large disturbances by directional move suppression. Directional move suppression by means of rate limits on the manipulated feed flow setpoints enables a gradual optimization and fast correction for abnormal conditions.
A reactant feed flow set point rate limit should be fast for correcting an increase in valve coolant position to prevent “running out of valve” for high heat releases. The setpoint rate limit should be slower for the opposite direction to provide a more gradual optimization. External reset feedback in the PID automatically prevents integral action from driving the VPC PID output faster than rate limits allow or than the feed flow can respond. To see the increase in production rate in fed-batch operation from a higher feed rate, either the batch cycle time must be allowed to decrease or the batch mass allowed to increase.
Insight: A VPC, whose setpoint is the maximum coolant throttle position, can maximize feed rate smoothly with less interaction and better response to disturbances by the use of an enhanced PID and reactant feed setpoint rate limits to provide directional move suppression.
The reactant feeds could be fresh reactant streams from raw material storage or recycle streams when excess reactants are recovered in downstream separators. For the recycle case, the level in the corresponding downstream separator volume must be controlled by the manipulation of makeup reactant flow. For an excess reactant that is a heavier or lighter component (has a lower or higher boiling point) than the product, the separator volume that is the source of the reactant recycle flow, is a column sump or distillate receiver, respectively.
There must be a flow controller somewhere in the path of a recycle stream from reactor discharge to reactor feed to prevent the “snowballing effect”, an escalating divergence of excess reactant concentration from any upset. The flow controllers on the reactant feeds serve this purpose when these are recycle streams.
Insight: When excess reactants are recovered and recycled to the reactor from downstream separators, a flow controller must exist in each recycle path to prevent the “snowballing effect”.
The production rate in well mixed single phase liquid reactors can be achieved by the addition of a valve position controller that pushes a coolant valve to its maximum throttle position. External reset feedback ideally by means of an enhanced PID should be used along with directional setpoint rate limits on the manipulation of reactant feed rate to provide a slow optimization but fast correction of unmeasured disturbances. This approach minimizes oscillations from coolant valve backlash and stick-slip and from interaction with the temperature loop. When reactants are recycled, a flow controller must be present in each recycle path to prevent a “snowballing effect” of excess reactant concentration.

