

Introduction
The amount of liquid in equipment such as vessels or distillation columns is required to conduct the operation and give the head to the pump in order to avoid cavitation. A gauge or sensors are needed to measure the liquid level in the distillation columns or vessels. However, if these sensors or gauges fail as a result of a glitch or malfunctions, incidents, near-misses, and disasters can occur. A level transmitter malfunction caused the BP Texas explosion, which resulted in the column being overfilled with hydrocarbons. The system was blown down by liquid passing through pressure safety valves, resulting in a wildfire. The Buncefield Disaster was another tragedy caused by a malfunctioning level transmitter.
With these case studies we can understand how accurate level detection is required. In one survey report, it was noted that 50% of problems in distillation columns are due to the liquid level in the bottom sump.
The consequences of false liquid detection are that:
- A high liquid level in the bottom sump of the tower may submerge the reboiler return nozzle, which can create a slug, and there is the possibility of damage to internals.
- A high liquid level in the knock-out drum of the compressor may damage the compressor if liquid is carried over to the compressor casing.
- A low liquid level may cause the pump to cavitate due to net positive suction head (NPSH) issues, or there are chances of dry run reboiler as well as the pump.
This blog will elaborate on how level transmitter elevation matters and how level transmitter detection affects it.
Principle
There are many types of level detectors available on the market, such as radar, gamma rays, magnetic, differential pressure, capacitance, ultrasonic, conductive, etc. However, towers and vessels are mostly equipped with differential level detectors due to obstacles like trays, demisters, baffles, and where the liquid is not conductive. It is cheaper, more economical, highly precise, and easily understood.
These differential pressure level detectors typically work on hydrostatic force and Pascal’s law. The hydrostatic force increases linearly with the depth of liquid, and at the same elevation, the hydrostatic force will be equal in all directions. The pressure exerted at the bottom is just the static head of liquid plus the pressure of vapor in the equipment. With a differential pressure detector, the pressure of vapor above the liquid surface is subtracted, and this remaining static head is at the level of the equipment.
Elevation of Level Transmitter
Due to space constraints or to make it self-draining, level transmitters are installed unknowingly above the altitude of liquid, which we would expect during normal run in some plants (see Figure 1).
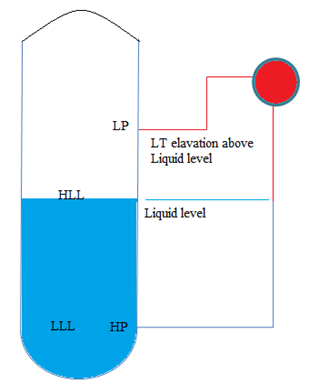 Figure 1: Level transmitter installed above liquid level.
Figure 1: Level transmitter installed above liquid level.
Generally, based on the type of fluid that is being handled (corrosive, high temperature, or cold), capillary type differential pressure (DP) level transmitters are used to avoid any leakage or toxic leakage, and maintenance is easy without complexity. These types of level transmitters provide us with the flexibility to install level transmitters above the high liquid level without much error, but it is also limited. It depends on the density of the capillary-filled fluid and the pressure inside the equipment.
In situations such as vacuum service, all types of level transmitters should be mounted at ground level or below the liquid level of the drum or column. This capillary DP type level transmitter is filled with liquid, so the pressure exerted by the liquid level is reflected in the other part of the capillary and is detected by the sensors. However, the normal DP type with impulse tubing type level transmitter should always be lower than the high liquid level or below the lower liquid level in the drum/column. Always mount the level transmitter below the liquid level so the low pressure (LP) tapping is always filled with liquid. To avoid any dirt or polymerized accumulation, a drain line is provided to flush the level transmitter impulse tube (see Figure-2).
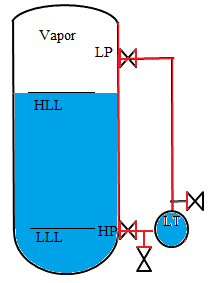 Figure 2: Perfect elevation of normal DP type level transmitter.
Figure 2: Perfect elevation of normal DP type level transmitter.
When a normal impulse tube level transmitter is installed above the high liquid level, either deliberately to make itself-drain or unknowingly due to space constraints or by mistake, it would affect the detection of the correct level in the drum or column. We can see in Figure 1 that the DP type level transmitter is installed above the high pressure (HP) tapping of the level transmitter and above the high liquid level (HLL). At the top of the impulse tubing (HP tapping), there is always vapor present that is compressible and won’t reflect the exact pressure that is exerted by the liquid in the impulse tubing. As we know from hydrostatic law, pressure with height reduces. This means the pressure of the liquid head is nullified at the height of HLL and the vapor is compressed. It is based on unknown pressure, and it will always show an error in reading that there is not actual liquid level in the drum/column.
If the level transmitter is mounted below the lower liquid level (LLL), then it must be calibrated based on compensation of the extra head that is below the LLL. If the process fluid is condensable at the ambient temperature, such as steam or heavier hydrocarbons, then it should be calibrated based on a wet leg basis. Some high-level hard alarm sensors are installed on the standpipe of a column or vessel, but they have an issue with vapor lock, which might prevent them from alerting the operator while overfilling. Therefore, all high-level tuning forks or hard alarm sensors should be installed directly on the column shell without any isolation and above the normally expected level (ie, HLL).
Conclusion
Always mount a normal DP type level transmitter below the HLL or lower liquid level that would provide us with precise and perfect readings. All hard alarm sensors should be installed directly on column well above the HLL.
References
S. Chemical Safety Hazard and Investigation Board, Mar. 20, 2007 https://www.csb.gov/bp-america-refinery-explosion/
Nicholas M. and Whitfield A. 2013, The Buncefield accident and the environmental consequences for fuel storage sites and other sites in the UK regulated under the Seveso Directive, Chemical Engineering.
Kister H.Z., “What Caused Tower Malfunctions in the Last 50 years” Vol 81, Part A, Jan-2003 Institute of Chemical Engineers.
Nicole Meidl, “Better ways to use differential pressure for liquid level measurement” Emerson magazine April 2020.
McMillan G.K., Douglas M.C., “Process/Industrial Instruments and Controls Handbook” McGraw-Hill Fifth Edition (1999).

