

The following discussion is part of an occasional series, "Ask the Automation Pros," authored by Greg McMillan, industry consultant, author of numerous process control books, and 2010 ISA Life Achievement Award recipient. Program administrators will collect submitted questions and solicits responses from automation professionals. Past Q&A videos are available on the ISA YouTube channel. View the playlist here. You can read all posts from this series here.
Looking for additional career guidance, or to offer support to those new to automation? Sign up for the ISA Mentor Program.
Reactors involving liquid reactants can be categorized as continuous stirred tank reactors (CSTR), batch, fed-batch (semi-batch or semi continuous), and plug flow. In continuous reactors, there is a continuous discharge of product flow. A level controller is used in the CSTR to maintain a level that provides enough reaction time for a given production rate. In batch and fed-batch reactors, the discharge valve is closed until the batch is ready to transfer. A gas product or byproduct may be continuously generated during the batch and condensed and accumulated in an overhead system. A liquid and/or solids phase reaction without a continuous liquid and/or solids discharge flow is the distinguishing characteristic of batch and fed-batch. The implications as to dynamics, yield, and inventory control are significant.

The table below summarizes how the dynamic response, residence time, reaction rate and controlled variables vary with reactor type as discussed in the following sections. The reactor types considered are batch, fed-batch, plug flow, gas flow, and continuous stirred reactors.
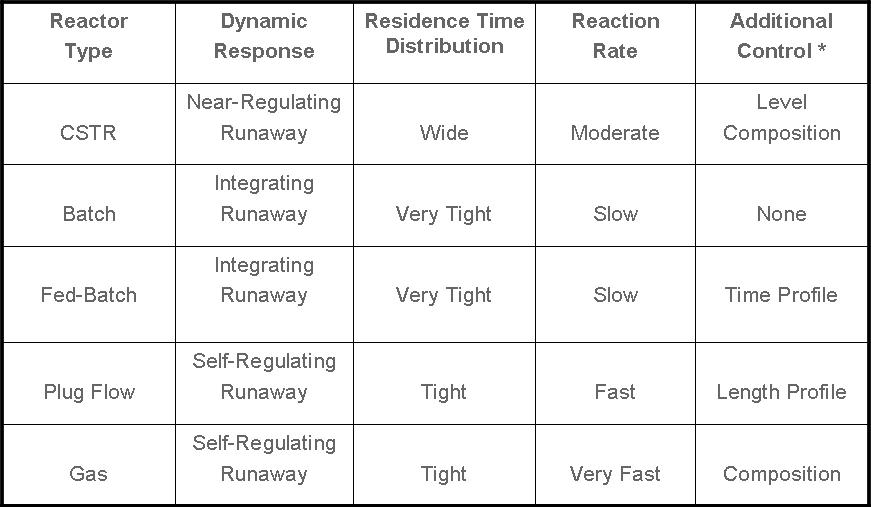 Reactor Type Dynamics and Control (*additional control besides temperature and pressure control)
Reactor Type Dynamics and Control (*additional control besides temperature and pressure control)
A continuous stirred reactor has a slow near-integrating response due to the residence time becoming a large primary time constant from good back mixing. A batch and fed-batch reactor has a slow true integrating response. A continuous plug flow reactor has a moderate self-regulating response for temperature control by manipulation of coolant due to the thermal time constant introduced by heat transfer surfaces. Inline polymerization reactors, static mixers, extruders, and gas reactors (e.g. fluidized bed reactors) are considered to be plug flow because there is negligible back mixing (negligible axial mixing). In gas reactors (e.g. fluidized bed reactors) feeds can be manipulated for temperature control because the reaction kinetics are so fast that there is little or no inverse response at the points chosen for temperature control. For these systems, coolant coils are switched in and out of service to set capacity. The process response is still moderate self-regulating when temperature manipulates feed due to the thermowell time constant. All of these reactors can develop a runaway response when the increase in reaction heat release with temperature exceeds the cooling capability.
Insight: Temperature control of a continuous stirred reactor has a slow near-integrating response, a batch reactor has a slow true integrating response, and a continuous plug flow reactor has a fast moderate self-regulating response. All reactors can develop a runaway response if the exothermic reaction heat release rate exceeds the cooling rate capability.
The use of an analyzer with a large sample, cycle, and/or multiplex time almost guarantees dead time dominance (total loop dead time larger than open loop time constant) for composition control of continuous, plug flow, and gas reactors. Inferential measurements, online analyzers and fast at-line analyzers are used to minimize the introduction of excessive dead time into concentration control.
Insight: The use of slow at-line analyzers for concentration control of continuous reactors can create a dead time dominant loop.
The introduction of a slow temperature sensor or slow analyzer can be disastrous for reactors that can develop a runaway response. The dead time or secondary time constant must be much smaller than the primary positive feedback time constant otherwise the window of allowable controller gains closes causing instability for all tuning settings. Fouling of heat transfer surfaces for coolant and for thermowells add an excessive secondary time constant. Slow analyzers add excessive dead time.
Insight: The fouling of heat transfer surfaces and a long sample transportation cycle time or multiplex time can cause a reactor with runaway a response to be unstable for all tuning settings.
Sometimes fed-batch is called semi-batch or semi-continuous. However, there is an important distinction between fed-batch and continuous reactors; in that in fed-batch as in batch reactors there is no liquid product discharge flow until the end of the batch. The lack of a liquid discharge flow is an integrating response and a rise in level with reactant addition. The increase in level from the start to the finish of the batch and the lack of self-regulation as a result of the closed discharge valve affects the dynamic response of temperature and composition requiring tuning methods and settings not commonly discussed in the control literature. For example, a temperature controller gain of 50 or more is possible for fed-batch reactors.
The measurement and control of biological and chemical reactors is the key to product quality and the yield and production rate of most processes in the process industry. See Greg McMillan's ISA book Advances in Reactor Measurement and Control for an extensive view of practical opportunities for building and effectively using online estimators to improve process knowledge and control.
Residence time is critical for reactors; it determines the amount of time available for reaction by virtue of the reactants being in contact with each other. The reaction time must be less than the residence time for the reaction to go to completion. If the residence time is too long, undesirable reactions and product degradation may occur. For maximum yield, the residence time should be slightly larger than the reaction time with a tight residence time distribution (statistical plot of each component population versus residence time should be a narrow peak). For maximum capacity and minimum capital cost, the residence time should be as small and the distribution as tight as possible since residence time is proportional to cycle time and volume.
Insight: For maximum process efficiency and capacity and minimum capital cost, the residence time should be slightly larger than reaction time with an extremely tight residence time distribution.
For batch operations the batch cycle time is extended past the feed phase via a hold phase to ensure the reaction is complete. The residence time is the average volume divided by average feed rate during the feed phase plus the time in the hold phase. For pure batch operations where all of the feeds are added quickly and simultaneously, all of the components are in the reactor for about the same time making the residence time distribution tight.
In fed-batch operations the feeds are added via a cascade control and ratio control system. Typically, a primary loop for concentration control is manipulating the setpoint of a secondary loop for the leader feed flow. The other feed flows have setpoints ratioed to the leader feed flow setpoint. The rate of feed addition for fed-batch operation is slower and nonlinear. The difference from one batch to another is not seen in the concentration profile but in the profile of the manipulated feed flows if the cascade control system is doing a good job. The residence time of components added early in the feed phase is longer adding a slight degree of uncertainty in the residence time distribution. Batch operations are considered here to be well-mixed so that turnover time is negligible. The downside of batch operations is a greater equipment cost to achieve the same capacity as continuous operations.
Insight: Batch operations assure a residence time greater than the reaction time and an extremely tight residence time distribution but offer less capacity than continuous operations.
The overall residence time for continuous operations is the current operating volume divided by the total flow rate passing through the volume. Some tuning methods for surge tank level control inadvertently use a definition of residence time as the maximum volume divided by the maximum change in flow set by equipment size, level connection location, and PID scale ranges. At high production rates, the residence time gets shorter for reactions unless the level setpoint is increased accordingly.
Insight: The residence time for continuous operations is the operating volume divided by the total flow.
A plug flow reactor has no back mixing (axial mixing). Polymer plug flow reactors use inline equipment such as pipes or tube(s). In static mixers baffles create some radial mixing. In extruders, a screw pushes a viscous liquid and solids to the exit. Since there is no back mixing all of the components in the reaction mass exit at the same time that is equal to the transportation delay. All of the residence time becomes a process dead time. A plug flow reactor is similar to a fed-batch reactor in that there is generally no level control and the residence time distribution is extremely tight. If you consider a subsection of the reaction mass moving from the entrance to the exit, there is no discharge from this volume until the subsection approaches the exit.
Insight: The residence time in plug flow reactors is a transportation delay and the residence time distribution is tight.
Polymerization processes often use batch and plug flow reactors operating with high viscosities. For highly viscous products the residence distribution is not as tight. Product can accumulate on the vessel walls in batch reactors. The velocity near the pipe wall in plug flow reactors is slower from frictional drag causing the product near the wall to arrive later. The increase in time available for reaction increases the viscosity of the fluid near the wall aggravating the problem.
Gas phase reactors are generally always continuous plug flow reactors. Many use fluidized catalyst beds. There is little to no back mixing except from turbulence. Consequently, the residence time distribution is tight for even catalyst distribution, the dynamic response to changes in reactant feed is a transportation delay similar to the plug flow liquid reactor except the reaction times are faster and the residence time shorter from a much higher velocity. Channeling of gas flows through the catalyst bed can result in some gases arriving at the outlet sooner reducing residence time and conversion for some portions of the exiting gas product.
Insight: The residence time of gas phase reactors is fast and tight for an even flow distribution.
In a continuous stirred reactor some of the reactants appear in the discharge within one turnover time, which in general is less than 1/20 of the residence time in a well-mixed vessel. The residence time becomes a large primary time constant causing a near integrating response. The amount of time spent by a given component in the reactor varies resulting in a looser residence time distribution and a loss in yield in the CSTR. Reactor designs with a liquid height about equal to the diameter, baffles to prevent swirling, axial agitation pattern that breaks the surface, and a dip tube design to bring reactants into the eye of the impeller; away from discharge nozzles to avoid short circuiting have a tighter residence distribution. Several CSTR in series or a reactant recovery and recycle system can be used to improve the yield of the production unit particularly for slow reactions and high purity requirements. However the use of a recycle system creates an integrating response and increases the propensity for buildup of inerts and impurities requiring the optimization of recycle flow and a purge flow for the best yield.
Insight: The residence time in continuous stirred reactors becomes a primary time constant and the residence time distribution is loose but can be tightened by good equipment designs
The implications of reactor type should be recognized. The effect on dynamic response, allowable measurement lags and delays, controller tuning, and control strategies is significant.
About the Author Gregory K. McMillan, CAP, is a retired Senior Fellow from Solutia/Monsanto where he worked in engineering technology on process control improvement. Greg was also an affiliate professor for Washington University in Saint Louis. Greg is an ISA Fellow and received the ISA Kermit Fischer Environmental Award for pH control in 1991, the Control magazine Engineer of the Year award for the process industry in 1994, was inducted into the Control magazine Process Automation Hall of Fame in 2001, was honored by InTech magazine in 2003 as one of the most influential innovators in automation, and received the ISA Life Achievement Award in 2010. Greg is the author of numerous books on process control, including Advances in Reactor Measurement and Control and Essentials of Modern Measurements and Final Elements in the Process Industry. Greg has been the monthly "Control Talk" columnist for Control magazine since 2002. Presently, Greg is a part time modeling and control consultant in Technology for Process Simulation for Emerson Automation Solutions specializing in the use of the virtual plant for exploring new opportunities. He spends most of his time writing, teaching and leading the ISA Mentor Program he founded in 2011.
Gregory K. McMillan, CAP, is a retired Senior Fellow from Solutia/Monsanto where he worked in engineering technology on process control improvement. Greg was also an affiliate professor for Washington University in Saint Louis. Greg is an ISA Fellow and received the ISA Kermit Fischer Environmental Award for pH control in 1991, the Control magazine Engineer of the Year award for the process industry in 1994, was inducted into the Control magazine Process Automation Hall of Fame in 2001, was honored by InTech magazine in 2003 as one of the most influential innovators in automation, and received the ISA Life Achievement Award in 2010. Greg is the author of numerous books on process control, including Advances in Reactor Measurement and Control and Essentials of Modern Measurements and Final Elements in the Process Industry. Greg has been the monthly "Control Talk" columnist for Control magazine since 2002. Presently, Greg is a part time modeling and control consultant in Technology for Process Simulation for Emerson Automation Solutions specializing in the use of the virtual plant for exploring new opportunities. He spends most of his time writing, teaching and leading the ISA Mentor Program he founded in 2011.
Connect with Greg:![]()

