

The following technical discussion is part of an occasional series showcasing the ISA Mentor Program, authored by Greg McMillan, industry consultant, author of numerous process control books, 2010 ISA Life Achievement Award recipient and retired Senior Fellow from Solutia Inc. (now Eastman Chemical). Greg will be posting questions and responses from the ISA Mentor Program, with contributions from program participants.
Luis Navas is an ISA Certified Automation Professional and electronic engineer with more than 11 years of experience in process control systems, industrial instrumentation and safety instrumented systems. Luis’ questions on evaporator control are important to improve evaporator concentration control and minimize steam consumption
Luis Navas’ Introduction
The process depicted in Figure 1 shows a concentrator with its process inputs and outputs. I have the following questions regarding the process testing in order to generate process models for a MPC in the correct way. I know that MPC process inputs must be perturbed to allow an identification and modeling of each process input and output relationship.
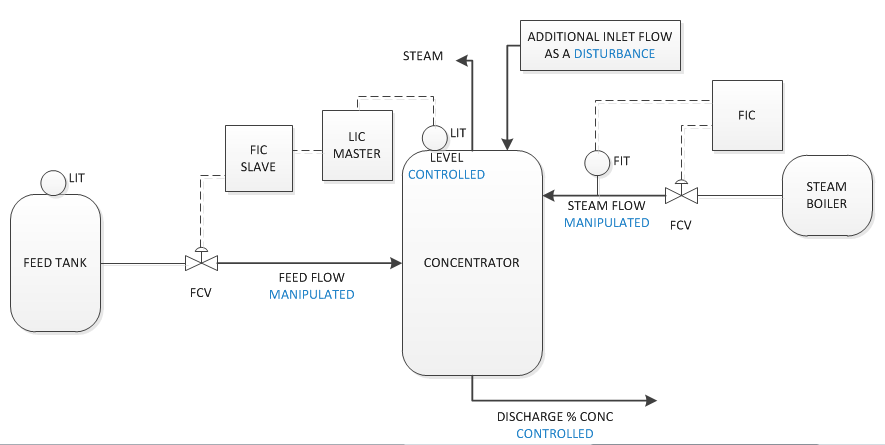 Figure 1: Variables for model predictive control of a concentrator
Figure 1: Variables for model predictive control of a concentrator
Luis Navas’ First Question
Before I start perturbing the feed flow or steam flow, should the disturbance be avoided or at least minimized? Or simply let it be as usual in the process since this disturbance is always present?
Mark Darby’s Answer
If it is not difficult, you can try to suppress the disturbance. That can help the model identification for the feed and steam. To get a model to the disturbance, you will want movement of the disturbance outside the noise level (best is four to five times). If possible, this may require making changes upstream (for example, LIC.SP or FIC.SP).
Luis Navas’ Second Question
What about the steam flow? Should it be maintained a fix flow, (FIC in MAN with a fix % open FCV), while perturbing the feed flow and in the same way when perturbing the steam flow, should the feed flow be fixed? I know some MPC software packages excite its outputs in a PRBS (Pseudo Random Binary Sequence) practically at the same time while the process testing is being executed, and through mathematics catches the input and output relationships, finally generating the model.
Join the ISA Mentor Program
The ISA Mentor Program enables young professionals to access the wisdom and expertise of seasoned ISA members, and offers veteran ISA professionals the chance to share their wisdom and make a difference in someone’s career. Click this link to learn more about how you can join the ISA Mentor Program.
Mark Darby’s Answer
Because the steam and feed setpoints are manipulated variables, it is best to keep them both in auto for the entire test. PRBS is an option, but it will take more setup effort to get the magnitudes and the average switching interval right. An option is to start with a manual test and switch to PRBS after you’ve got a feel for the process and the right step sizes. Note: a pretest should have already been conducted to identify instrument issues, control issues, tuning, etc. Much more detail is offered in my Section 9.3 on in the McGraw-Hill handbook Process/Industrial Instruments and Control Sixth Edition.
Luis Navas’s Last Questions
What are the pros & cons for process testing if the manipulated variables are perturbed through FIC Setpoints, (closed loop), or through FIC Outputs, (open loop)? Or simply: should it be done according with the MPC design? What are the pros & cons if in the final design the FCVs are directly manipulated by the MPC block or through FICs, as MPC’s downstream blocks? I know in this case the FICs will be faster than MPC, so I expect a good approach is to retain them.
Mark Darby’s Answers
Correct – do according to the MPC design. Note sometimes the design will need to change during a step test as you learn more about the process. Flow controllers should normally be retained unless they often saturate. This is the same idea for justifying a cascade – to have the inner loop manage the higher frequency disturbances (so the slower executing MPC doesn’t have to). The faster executing inner loop also helps with linearization (for example, valve position to flow).
Additional Mentor Program Resources
See the ISA book 101 Tips for a Successful Automation Career that grew out of this Mentor Program to gain concise and practical advice. See the InTech magazine feature article Enabling new automation engineers for candid comments from some of the original program participants. See the Control Talk column How to effectively get engineering knowledge with the ISA Mentor Program protégée Keneisha Williams on the challenges faced by young engineers today, and the column How to succeed at career and project migration with protégé Bill Thomas on how to make the most out of yourself and your project. Providing discussion and answers besides Greg McMillan and co-founder of the program Hunter Vegas (project engineering manager at Wunderlich-Malec) are resources Mark Darby (principal consultant at CMiD Solutions), Brian Hrankowsky (consultant engineer at a major pharmaceutical company), Michel Ruel (executive director, engineering practice at BBA Inc.), Leah Ruder (director of global project engineering at the Midwest Engineering Center of Emerson Automation Solutions), Nick Sands (ISA Fellow and Manufacturing Technology Fellow at DuPont), Bart Propst (process control leader for the Ascend Performance Materials Chocolate Bayou plant) and Daniel Warren (senior instrumentation/electrical specialist at D.M.W. Instrumentation Consulting Services, Ltd.).
About the Author
Gregory K. McMillan, CAP, is a retired Senior Fellow from Solutia/Monsanto where he worked in engineering technology on process control improvement. Greg was also an affiliate professor for Washington University in Saint Louis. Greg is an ISA Fellow and received the ISA Kermit Fischer Environmental Award for pH control in 1991, the Control magazine Engineer of the Year award for the process industry in 1994, was inducted into the Control magazine Process Automation Hall of Fame in 2001, was honored by InTech magazine in 2003 as one of the most influential innovators in automation, and received the ISA Life Achievement Award in 2010. Greg is the author of numerous books on process control, including Advances in Reactor Measurement and Control and Essentials of Modern Measurements and Final Elements in the Process Industry. Greg has been the monthly "Control Talk" columnist for Control magazine since 2002. Presently, Greg is a part time modeling and control consultant in Technology for Process Simulation for Emerson Automation Solutions specializing in the use of the virtual plant for exploring new opportunities. He spends most of his time writing, teaching and leading the ISA Mentor Program he founded in 2011.
Connect with Greg![]()

