

The following technical discussion is part of an occasional series showcasing the ISA Mentor Program, authored by Greg McMillan, industry consultant, author of numerous process control books, 2010 ISA Life Achievement Award recipient and retired Senior Fellow from Solutia Inc. (now Eastman Chemical). Greg will be posting questions and responses from the ISA Mentor Program, with contributions from program participants.
In the ISA Mentor Program, I am providing guidance for extremely talented individuals from countries such as Argentina, Brazil, Malaysia, Mexico, Saudi Arabia, and the U.S. The following discussion is based on the ISA Mentor Program webinar recordings of the three-part series on PID options and solutions. The webinar is discussed in the Control Talk blog post PID Options and Solutions - Part 1 and the post PID Options and Solutions - Parts 2 and 3. These questions come from Adrian Taylor.
Since the following questions from one of our most knowledgeable recent protégé Adrian Taylor refer to slide numbers, please open or download the presentation slide deck ISA Mentor Program webinar PID Options and Solutions.
Figure 1 depicts the only known time domain block diagram for ISA Standard Form with eight different PID structures by setpoint weight factors and the positive feedback implementation of integral mode that enables true external-reset feedback (ERF). Many capabilities, such as deadtime compensation, directional move suppression, and the elimination oscillations from deadband, poor resolution, poor sensitivity, wireless update times, and analyzer sample times, are readily achieved by turning on ERF.
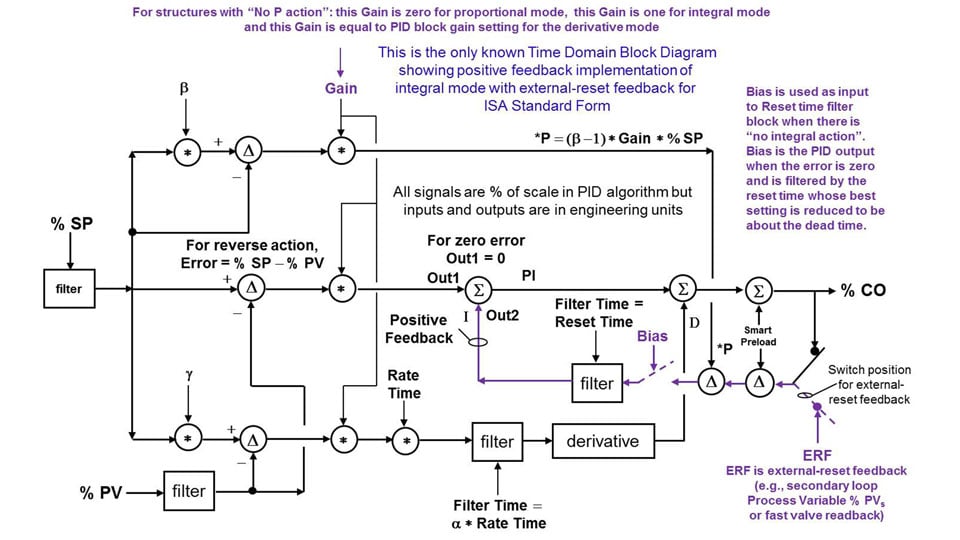 Figure 1: ISA Standard Form (see slide 42 from the presentation PDF)
Figure 1: ISA Standard Form (see slide 42 from the presentation PDF)
Adrian Taylor’s Question 1:
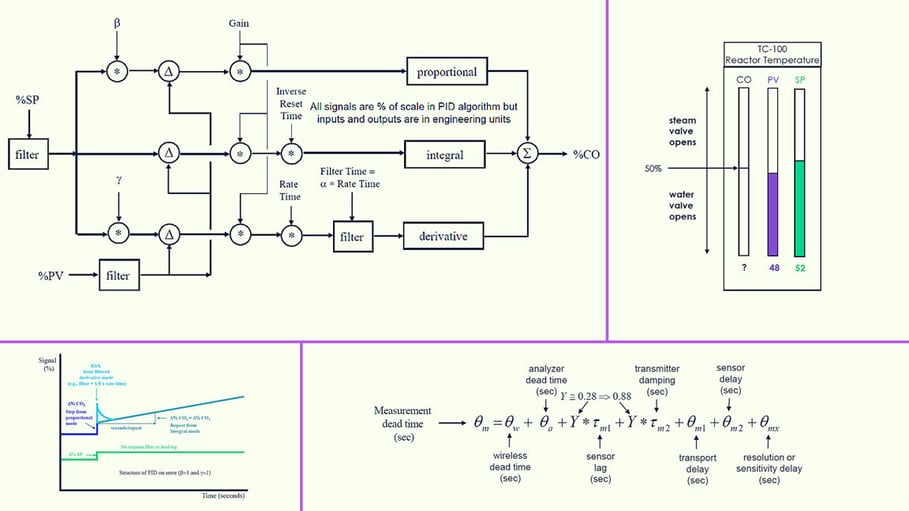
Slide 9 details a Y factor which varies between 0.28 and 0.88 for converting the faster lags to apparent dead time. You mentioned this Y factor can be looked up on charts given by Ziegler and Nichols (Z&N), are you able to provide with a copy of these charts or point me to where I can get a copy?
Greg McMillan’s Answer:
The chart and equations to compute Y are on page 137 of Tuning and Control Loop Performance Fourth Edition (Momentum Press 2015). The original source is Ziegler, J. G., and Nichols, N. B., “Process Lags in Automatic Control Circuits,” ASME Transactions, 1943.
Adrian Taylor’s Question 2:
On slide 17 you give recommendations for setting of Lambda, I’m presuming these recommendations are for integrating and near integrating systems only and wondered what your recommendations are for setting of Lambda when using the self-regulating rules?
Greg McMillan’s Answer:
I was focused on near-integrating and integrating processes since these are the more important ones in the type of plants I worked in but the recommendations for Lambda apply to self-regulating as well. Lambda being a fraction of deadtime for extremely aggressive control is of theoretical value only to show how good PID can be if you are publishing a paper. I would never advocate a Lambda less than one deadtime unless you are absolutely confident you exactly know dynamics and that they never change and you can tolerate some oscillation. Lambda being a multiple of deadtime for robust control is of practical value for dealing with changing or unknown dynamics and providing a smooth response.
Adrian Taylor’s Question 3:
On slide 17 where the recommended Lambda settings are given, it recommends a Lambda of 3 and 6 respectively for adverse changes in loop dynamics of less than 5 and 10. What do 5 and 10 refer to?
Greg McMillan’s Answer:
I should have said “factor of 5” and “factor of 10” instead of just “5” and “10”, respectively in statement on robustness. These factors are actually gain margins. I also should not have rounded up to a factor of 10 and instead said a factor of 9 for Lambda 6x deadtime. While this specifically indicates what increase in self-regulating or integrating process gain as a factor of original can occur without the loop going unstable, it can be extended to give an approximate idea of how much other adverse changes in loop dynamics can be tolerated if the process gain is constant. For example, the factor applies roughly to the increase in total loop deadtime for deadtime dominant self-regulating processes and decrease in process time constant for lag dominant processes that would cause instability. This extension assumes Lambda tuning where the Lambda in every case is a factor of deadtime with the reset time being proportional to process time constant for deadtime dominant processes and reset time being proportional to deadtime for lag dominant processes. The reasoning can be seen in the equations for PID gain and reset time on slides 30 and 32 without my minimum limits on reset time.
Adrian Taylor’s Question 4:
On slide 17 there is a statement “Adverse changes are multiplicative…”. I didn’t quite understand the context of this statement if you are able to expand a little more? (Probably goes hand in hand with question 3 above).
Greg McMillan’s Answer:
An increase in process gain by factor of 2 will result in a combined factor of 9 for adverse changes such as a decrease in process time constant for lag dominant self-regulating processes by factor of 4.5 or an increase in loop dead time by a factor of 4.5 for deadtime dominant processes.
Join the ISA Mentor Program
The ISA Mentor Program enables young professionals to access the wisdom and expertise of seasoned ISA members, and offers veteran ISA professionals the chance to share their wisdom and make a difference in someone’s career. Click this link to learn more about how you can join the ISA Mentor Program.
Adrian Taylor’s Question 5:
On slide 31 when calculating arrest time we use a value Δ% which is described as the maximum allowable level change (%). Just to be sure I understand the value to be used here… If I had a setpoint high limit of 80% and the tank overflow is at 100% then the value of Δ% would be equal to 100-80=20%?
Greg McMillan’s Answer:
Yes, if the high level alarm is above the high setpoint limit. Δ% is maximum allowable deviation that is often the difference between an operating point and the point where there is an alarm.
Adrian Taylor’s Question 6:
On slide 31 when calculating arrest time we use a value Δ% which is described as the maximum allowable PID output change? Is this just simply the difference between the output high and low limits…. So if the output high limit was 100% and the output low limit was 0%, then the value of Δ% would be equal to 100-0=100%?
Greg McMillan’s Answer:
Yes. This term in the equation is counter intuitive but results from derivation of equation in Tuning and Control Loop Performance Fourth Edition using minimum integrating process gain.
Adrian Taylor’s Question 7:
I am going to purchase a copy of your Tuning and Control Loop Performance book shown at the end of the presentation. I am curious if you think it is also worth purchasing the tuning rules pocket book, or if all the content of the pocket book is also contained in the larger book I am already purchasing?
Greg McMillan’s Answer:
The Tuning and Control Loop Performance book is much more complete and explanatory but can be overwhelming. The pocket guide provides a more concise and focused way of knowing what to do.
Adrian Taylor’s Question 8:
At the end of webinar a question was posed around tuning loops where it is not possible to put the loops in manual, I am seeking more specifics based on my notes on procedure:
Greg McMillan’s Answer:
A closed loop procedure using your notes to give approximate tuning that keeps loop in automatic is as follows if you cannot put loop in manual or do not have software to identify the loop dynamics:
- Increase reset time by a factor of 100 or more to effectively disable integral action.
- For the worst case where deadtime and process gain is largest (often at lowest production rate), increase the PID gain in increments, at each increment change the setpoint to get things moving, find the value of PID gain which starts to give about 1/4 amplitude oscillations (similar to Z&N ultimate oscillation method of equal amplitude oscillations but with less risk & upset).
- Note the value of PID gain which just starts to give oscillations (e.g., ¼ amplitude decay can be goal realizing more decay gives more robustness). Use this value for aggressive control or ½ and ¼ this value to give a smooth response and a gain margin of about 5 and 9, respectively.
- Note the period of the damped oscillations, use this value to determine the reset time.
- This roughly corresponds to Ziegler Nichols tuning but with a higher reset time to give more phase margin and the option to cut the PID gain by ½ and ¼ to provide more gain margin.
- If you add derivative action (e.g., rate time 10% of the period), you can halve the reset time making sure the reset time is greater than 4 times the rate time for the ISA Standard Form.
- Test tuning by momentarily putting PID in manual and making a step change in PID output.
- To prevent overshoot in setpoint response, use a PID structure of PD on PV and I on error. If you need a faster setpoint response, use a 3 Degrees of Freedom (3DOF) structure starting with a Beta of about 0.5 and Gamma of about 0.2. Increase these values for faster response.
Additional Mentor Program Resources
See the ISA book 101 Tips for a Successful Automation Career that grew out of this Mentor Program to gain concise and practical advice. See the InTech magazine feature article Enabling new automation engineers for candid comments from some of the original program participants. See the Control Talk column How to effectively get engineering knowledge with the ISA Mentor Program protégée Keneisha Williams on the challenges faced by young engineers today, and the column How to succeed at career and project migration with protégé Bill Thomas on how to make the most out of yourself and your project. Providing discussion and answers besides Greg McMillan and co-founder of the program Hunter Vegas (project engineering manager at Wunderlich-Malec) are resources Mark Darby (principal consultant at CMiD Solutions), Brian Hrankowsky (consultant engineer at a major pharmaceutical company), Michel Ruel (executive director, engineering practice at BBA Inc.), Leah Ruder (director of global project engineering at the Midwest Engineering Center of Emerson Automation Solutions), Nick Sands (ISA Fellow and Manufacturing Technology Fellow at DuPont), Bart Propst (process control leader for the Ascend Performance Materials Chocolate Bayou plant) and Daniel Warren (senior instrumentation/electrical specialist at D.M.W. Instrumentation Consulting Services, Ltd.).
About the Author
Gregory K. McMillan, CAP, is a retired Senior Fellow from Solutia/Monsanto where he worked in engineering technology on process control improvement. Greg was also an affiliate professor for Washington University in Saint Louis. Greg is an ISA Fellow and received the ISA Kermit Fischer Environmental Award for pH control in 1991, the Control magazine Engineer of the Year award for the process industry in 1994, was inducted into the Control magazine Process Automation Hall of Fame in 2001, was honored by InTech magazine in 2003 as one of the most influential innovators in automation, and received the ISA Life Achievement Award in 2010. Greg is the author of numerous books on process control, including Advances in Reactor Measurement and Control and Essentials of Modern Measurements and Final Elements in the Process Industry. Greg has been the monthly "Control Talk" columnist for Control magazine since 2002. Presently, Greg is a part time modeling and control consultant in Technology for Process Simulation for Emerson Automation Solutions specializing in the use of the virtual plant for exploring new opportunities. He spends most of his time writing, teaching and leading the ISA Mentor Program he founded in 2011.
Connect with Greg:
![]()

