

The following insights are part of an occasional series authored by Greg McMillan, industry consultant, author of numerous process control books and a retired Senior Fellow from Monsanto.
Editor’s Note: This is Part 2 of a four-part blog series on smart automation of vessel heating and cooling. Click these links to read Part 1 or Part 3 or Part 4.
In this post, I look at how to make sure the cascade control system is intelligently designed to meet process requirements in terms of vessel and heat transfer surface temperatures. Whether inlet temperature or outlet temperature is used depends upon the source of upsets and constraints on heat transfer surface temperature. In either case the jacket or coil temperature control loop must be fast.

Cascade temperature control is the most prevalent strategy applied where the primary vessel temperature PID provides a setpoint to a secondary jacket temperature PID for the throttling of hot and cold fluids (Figures 1 and 2). The use of cascade control offers considerable performance improvements in terms of reducing the peak and integrated absolute error (IAE) from disturbances. The jacket or coil temperature controller can correct for disturbances to the jacket before they affect the vessel temperature. The jacket or coil temperature loop also isolates process and valve gain nonlinearity from the vessel loop. For a negligible increase in the heat of reaction compared to the heat transfer capability, the process gain for the vessel temperature loop approaches unity.
Insight: Jacket or coil temperature loops prevent the vessel temperature loop from seeing utility system and valve nonlinearities and disturbances.
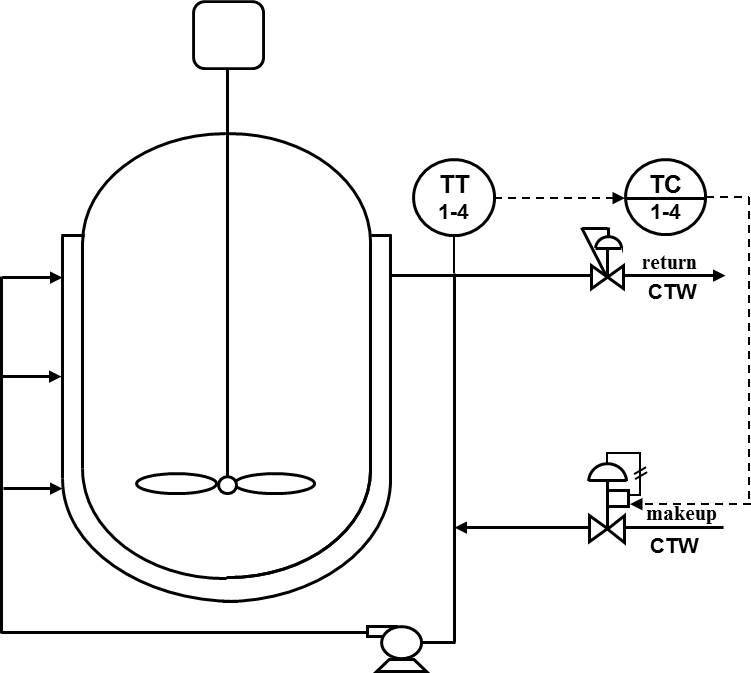 Figure 2: Control of Jacket Outlet Temperature
Figure 2: Control of Jacket Outlet TemperatureA jacket or coil temperature loop can isolate the effects of process and valve gain nonlinearity from the vessel temperature loop. Jacket or coil inlet temperature control provides quicker correction of utility disturbances and better prevention of cold and hot spots. Outlet temperature control offers a smoother response by attenuation of mixing disturbances and phase discontinuities. A change in outlet jacket or coil temperature for the same production rate or batch cycle time and same vessel temperature can provide a warning of an increase in heat transfer surface coating or fouling. The jacket or coil temperature control must be fast and responsive to the demands of the vessel temperature controller. See Greg McMillan's ISA book Advances in Reactor Measurement and Control for an extensive view of practical opportunities for designing control strategies to achieve product quality and maximize yield and capacity in different types of fermenters, bioreactors, and chemical reactors.
For a faster and more uniform measurement the temperature sensor should be in the pipeline about 20 pipe diameters downstream of the outlet of an exchanger or jacket rather than in the equipment for a faster and more uniform measurement of the heat transfer fluid. Pipeline velocity and turbulence reduce the sensor time constant and process noise from the splashing of level, hot and cold spots, and mixed phases. The sensor tip should be near the centerline of the pipe with a sufficient immersion length to make conductive heat loss negligible.
For highly exothermic fluidized reactors boiler feed water (BFW) is added under level control and the reactor temperature PID output is the jacket outlet steam pressure PID setpoint or coils are switched in and out of service. The jacket temperature control schemes are suitable for batch as well as continuous operation.
Coils generally offer a faster temperature response than a jacket by a decrease in the volume of the heat transfer fluid and an increase in the velocity. Both of these work to decrease the process dead time, which is the coil volume divided by the utility flow rate. The increase in velocity increases the heat transfer coefficient but this is partially offset by the decrease in surface area. An increase in the product (UA) of the overall heat transfer coefficient (U) and surface area (A) will decrease secondary process lag in the thermal response. The transition in split range operation is faster with a coil than a jacket which is useful for a valid transition between hot and cold utility streams but can be problematic for unintended transitions from valve stick-slip and an integrating response in the process or controller.
Insight: The more aggressive temperature effect and faster transition between heating and cooling by coils help deal with the highly exothermic and fast gas reactions but the switching of coils and split range transitions are more disruptive to vessel temperatures.
Whether the secondary loop uses coil or jacket inlet or outlet temperature is often a matter of tradition for a particular company or process industry. The dynamic response of the cascade control system to vessel disturbances such as feed and reaction rate are the same for coil or jacket inlet and outlet temperature control. Coil or jacket inlet temperature control will correct for changes in cooling or heating utility supply temperature and pressure sooner than the transportation delay through the coil or jacket. The coil or jacket loop process dead time is also less by the amount of this delay, allowing a faster reset time setting and faster correction of valve nonlinearities. For crystallizers, cold spots can cause the formation of fine crystals that coat the coiling surface causing an excessive heat transfer lag and an upset to the population balance of desired crystals by not growing into the proper crystal size. For biological operations and sensitive products local hot spots can decrease capacity and quality.
At the coil or jacket inlet the mixing of the recirculation with the hot or cold makeup flow may be incomplete and the discontinuity in the transition from hot to cold may be more abrupt. The location of the temperature sensor on the jacket outlet offers time for mixing and volume for smoothing transitions. Less measurement temperature noise can translate to a higher controller gain and less overreaction to the discontinuity at the split range transition.
Insight: The use of the jacket inlet for the secondary control loop can correct for utility disturbances more quickly but is more susceptible to noise from mixing and phase changes.
The difference between the vessel and the jacket outlet temperature (approach temperature) can provide an inferential measurement of the heat transfer coefficient (U) for a constant jacket circulation flow, a given production rate, and the heat transfer area (A). The approach temperature increases as UA decreases. For residence time control in liquid vessels the increase in level will increase the heat transfer area covered by reactants and product offsetting the increase in heat release with production rate and eliminating the need for production rate and level correction. For fed-batch vessels and continuous vessels without residence time control, a correction for level is needed to compute U from UA.
Insight: The difference between vessel temperature and jacket outlet temperature (approach temperature) can be used to compute the heat transfer coefficient for a constant jacket flow.
For the coil or jacket temperature control to provide rapid adjustments of cooling and heating for disturbances to the coil or jacket and setpoint changes from the vessel temperature control, the coil or jacket PID response needs to be fast, which may be achieved by a fast sensor and fast tuning.
A tight fitting sensor bottomed in a thermowell made from a high thermal conductivity metal with a tapered tip near the pipe center line provides a fast measurement. Spring loading can ensure that the sensor sheath is bottomed. The clearance between the sheath outside diameter and the thermowell inside diameter must be minimized and the fluid velocity must be maximized. While grounded thermocouple sensors are a few seconds faster in responding than resistance temperature detector (RTD) sensors, the difference is insignificant compared to the effects of thermowell design and fluid velocity.
The greater sensitivity and lower drift of an RTD is important for jacket as well as vessel temperature measurements. The lower drift reduces maintenance and the higher sensitivity provides faster recognition. The use of RTDs also facilitates more accurate online heat transfer computation for process diagnostics and inferential measurements of reaction rate. Thermocouples are preferred for temperatures above 400 oC where RTD insulation resistance and sensor integrity become problematic.
A high PID gain provides a faster setpoint response. The jacket temperature controller has a self-regulating process response with a maximum PID gain that is about half of the open loop time constant divided by the product of the open loop steady state gain and dead time. The minimum reset setting is about 4 times the loop dead time for the jacket temperature PID. The elimination of offset from setpoint in the secondary jacket temperature PID is not as important as an immediate response to setpoint changes from the vessel temperature PID. Consequently, proportional action is more important than integral action and robustness to changes in dynamics is better achieved by increasing the reset time. External reset feedback in the primary vessel temperature PID prevents the manipulated jacket or coil secondary PID setpoint from changing faster than the jacket or coil temperature can respond but a faster secondary PID response dramatically improves the tightness of vessel temperature control.
Insight: RTDs with a tight fit in a tapered thermowell at the pipeline centerline and a PID tuned with more proportional action than integral action provide the fastest secondary loop response.
Determine whether the major source of jacket or coil temperature disturbances originates from changes in the utility temperature or pressure or from mixing and discontinuities and accordingly choose whether the jacket or coil temperature should be controlled. Make sure the temperature measurement is fast and representative of the true jacket or coil temperature. Tune the jacket or coil temperature controller for a fast setpoint response to immediately start to meet the demands of the vessel temperature controller.
About the Author Gregory K. McMillan, CAP, is a retired Senior Fellow from Solutia/Monsanto where he worked in engineering technology on process control improvement. Greg was also an affiliate professor for Washington University in Saint Louis. Greg is an ISA Fellow and received the ISA Kermit Fischer Environmental Award for pH control in 1991, the Control magazine Engineer of the Year award for the process industry in 1994, was inducted into the Control magazine Process Automation Hall of Fame in 2001, was honored by InTech magazine in 2003 as one of the most influential innovators in automation, and received the ISA Life Achievement Award in 2010. Greg is the author of numerous books on process control, including Advances in Reactor Measurement and Control and Essentials of Modern Measurements and Final Elements in the Process Industry. Greg has been the monthly "Control Talk" columnist for Control magazine since 2002. Presently, Greg is a part time modeling and control consultant in Technology for Process Simulation for Emerson Automation Solutions specializing in the use of the virtual plant for exploring new opportunities. He spends most of his time writing, teaching and leading the ISA Mentor Program he founded in 2011.
Gregory K. McMillan, CAP, is a retired Senior Fellow from Solutia/Monsanto where he worked in engineering technology on process control improvement. Greg was also an affiliate professor for Washington University in Saint Louis. Greg is an ISA Fellow and received the ISA Kermit Fischer Environmental Award for pH control in 1991, the Control magazine Engineer of the Year award for the process industry in 1994, was inducted into the Control magazine Process Automation Hall of Fame in 2001, was honored by InTech magazine in 2003 as one of the most influential innovators in automation, and received the ISA Life Achievement Award in 2010. Greg is the author of numerous books on process control, including Advances in Reactor Measurement and Control and Essentials of Modern Measurements and Final Elements in the Process Industry. Greg has been the monthly "Control Talk" columnist for Control magazine since 2002. Presently, Greg is a part time modeling and control consultant in Technology for Process Simulation for Emerson Automation Solutions specializing in the use of the virtual plant for exploring new opportunities. He spends most of his time writing, teaching and leading the ISA Mentor Program he founded in 2011.
Connect with Greg:![]()

