

The following technical discussion is part of an occasional series showcasing the ISA Mentor Program, authored by Greg McMillan, industry consultant, author of numerous process control books, 2010 ISA Life Achievement Award recipient and retired Senior Fellow from Solutia Inc. (now Eastman Chemical). Greg will be posting questions and responses from the ISA Mentor Program, with contributions from program participants.
Dead time is the source of the ultimate limit to control loop performance. The peak error is proportional to the dead time and the integrated error is dead time squared for load disturbances. If there was no dead time and no noise or interaction, perfect control would be theoretically possible. When the total loop dead time is larger than the open loop time constant, the loop is said to be dead time dominant and solutions are sought to deal with the problem.
Anuj Narang is an advanced process control engineer at Spartan Controls Limited. He has more than 11 years of experience in the academics and the industry with a PhD in process control. He has designed and implemented large scale industrial control and optimization solutions to achieve sustainable and profitable process and control performance improvements for the customers in the oil and gas, oil sands, power and mining industry. He is a registered Professional Engineer with the Association of Professional Engineers and Geoscientists of Alberta, Canada.
Anuj’s Question
Is there any other control algorithm available to improve loop performance for dead time dominant systems other than using Smith predictor or model predictive control (MPC), both of which requires identification of process model?
Greg McMillan’s Answer
The solution cited for deadtime dominant loops is often a Smith predictor deadtime compensator (DTC) or model predictive control. There are many counter-intuitive aspects in these solutions. Not realized is that the improvement by the DTC or MPC is less for deadtime dominant systems than for lag dominant systems. Much more problematic is that both DTC and MPC are extremely sensitive to a mismatch between the compensator and model deadtime versus the actual total loop deadtime for a decrease besides an increase in the deadtime. Surprisingly, the consequences for the DTC and MPC are much greater for a decrease in plant dead time. For a conventional PID, a decrease in the deadtime just results in more robustness and slower control. For a DTC and MPC, a decrease in plant deadtime by as little as 25 percent can cause a big increase in integrated error and an erratic response.
Of course, the best solution is to decrease the many source of dead time in the process and automation system (e.g., reduce transportation and mixing delays and use online analyzers with probes in the process rather than at-line analyzers with a sample transportation delay and an analysis delay that is 1.5 times the cycle time). An algorithmic mitigation of consequences of dead time first advocated by Shinskey and now particularly by me is to simply insert a deadtime block in the PID external-reset feedback path (BKCAL) with the deadtime updated to be always be slightly less than the actual total loop deadtime. Turning on external-reset feedback (e.g., dynamic reset limit) on and off enables and disables the deadtime compensation. Note that for transportation delays, this means updating the deadtime as the total feed rate or volume changes. This PID+TD implementation does not require the identification of the open loop gain and open loop time constant for inclusion as is required for a DTC or MPC. Please note that the external-reset feedback should be the result of a positive feedback implementation of integral action as described in the ISA Mentor Program webinar PID Options and Solutions - Part 3.
Join the ISA Mentor Program
The ISA Mentor Program enables young professionals to access the wisdom and expertise of seasoned ISA members, and offers veteran ISA professionals the chance to share their wisdom and make a difference in someone’s career. Click this link to learn more about how you can join the ISA Mentor Program.
There will be no improvement from a deadtime compensator if the PID tuning settings are left the same as they were before the DTC or by a deadtime block in external-reset feedback (PID+TD). In fact the performance can be slightly worse for even an accurate deadtime. You need to greatly decrease the PID integral time toward a limit of the execution time plus any error in deadtime. The PID gain should also be increased. The equation for predicting integrated error as a function of PID gain and reset time settings is no longer applicable because it predicts an error less than the ultimate limit that is not possible. The integrated error cannot be less than the peak error multiplied by the deadtime. The ultimate limit is still present because we are not making deadtime disappear.
If the deadtime is due to analyzer cycle time or wireless update rate, we can use an enhanced PID (e.g., PIDPlus) to effectively prevent the PID from responding between updates. If the open loop response is deadtime dominant mostly due to the analyzer or wireless device, the effect of a new error upon update results in a correction proportional to the PID gain multiplied by the open loop error. If the PID gain is set equal to the inverse of the open loop gain for a self-regulating process, the correction is perfect and takes care of the step disturbance in a single execution after an update in the PID process variable.
The integral time should be set smaller than expected (about equal to the total loop deadtime that ends up being the PID execution time interval) and the positive feedback implementation of integral action must be used with external reset feedback enabled. The enhanced PID greatly simplifies tuning besides putting the integrated error close to its ultimate limit. Note that you do not see the true error that could’/ have started at any time in between updates but only see the error measured after the update.
For more on the sensitivity to both increases and decrease in the total loop deadtime and open loop time constant, see the ISA books Models Unleashed: A Virtual Plant and Predictive Control Applications (pages 56-70 for MPC) and Good Tuning: A Pocket Guide 4th Edition (pages 118-122 for DTC). For more on the enhanced PID, see the ISA blog post How to Overcome Challenges of PID Control and Analyzer Applications via Wireless Measurements and the Control Talk blog post, Batch and Continuous Control with At-Line and Offline Analyzers Tips.
The following figures from Models Unleashed shows how a MPC with two controlled variables (CV1 and CV2) and two manipulated variables for a matrix with condition number three (CN = 3) responds to a doubling and a halving of the plant dead time (delay) when the total loop dead time is greater than the open loop time constant.
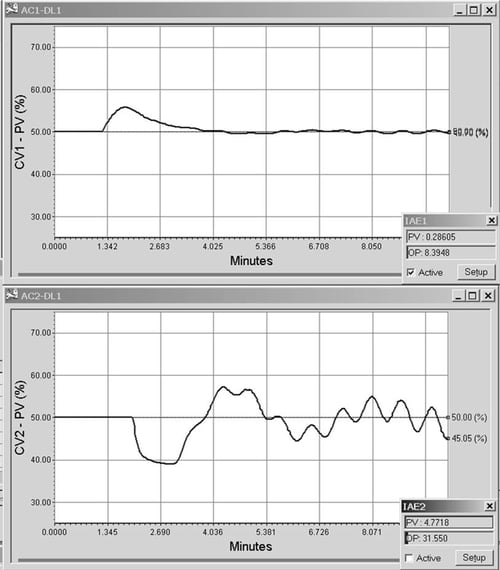 Figure 1: Dead Time Dominant MPC Test for Doubled Plant Delay
Figure 1: Dead Time Dominant MPC Test for Doubled Plant Delay
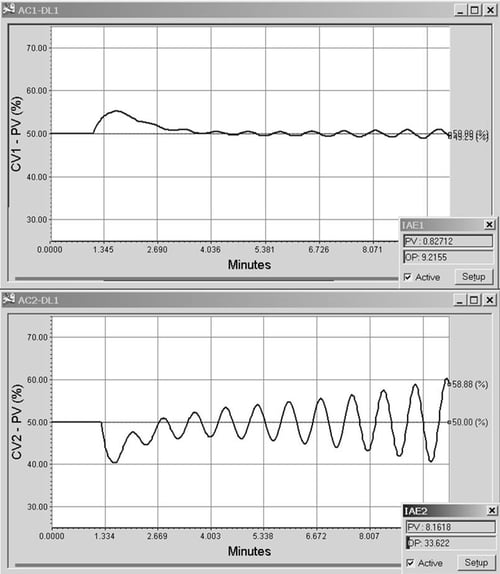 Figure 2: Dead Time Dominant MPC Test for Halved Plant Delay
Figure 2: Dead Time Dominant MPC Test for Halved Plant Delay
Additional Mentor Program Resources
See the ISA book 101 Tips for a Successful Automation Career that grew out of this Mentor Program to gain concise and practical advice. See the InTech magazine feature article Enabling new automation engineers for candid comments from some of the original program participants. See the Control Talk column How to effectively get engineering knowledge with the ISA Mentor Program protégée Keneisha Williams on the challenges faced by young engineers today, and the column How to succeed at career and project migration with protégé Bill Thomas on how to make the most out of yourself and your project. Providing discussion and answers besides Greg McMillan and co-founder of the program Hunter Vegas (project engineering manager at Wunderlich-Malec) are resources Mark Darby (principal consultant at CMiD Solutions), Brian Hrankowsky (consultant engineer at a major pharmaceutical company), Michel Ruel (executive director, engineering practice at BBA Inc.), Leah Ruder (director of global project engineering at the Midwest Engineering Center of Emerson Automation Solutions), Nick Sands (ISA Fellow and Manufacturing Technology Fellow at DuPont), Bart Propst (process control leader for the Ascend Performance Materials Chocolate Bayou plant), Angela Valdes (automation manager of the Toronto office for SNC-Lavalin), and Daniel Warren (senior instrumentation/electrical specialist at D.M.W. Instrumentation Consulting Services, Ltd.).

