

This post was written by Greg McMillan, industry consultant, author of numerous process control books, 2010 ISA Life Achievement Award recipient and retired Senior Fellow from Solutia Inc. (now Eastman Chemical).
Pulp and paper plant studies found 75 percent of the loops caused more variability in the automatic mode than in the manual mode. A third of them oscillated as a result of nonlinearities such as valve dead band. Another third oscillated because of poor controller tuning. The remaining loops oscillated because of deficiencies in the control strategy. A well-designed control loop with proper tuning and a responsive control valve can minimize this variability. Because this means you can operate closer to constraints, good tuning can translate into increased production and profitability.
Actions speak louder than words
The very first settings that must be right are the controller and valve actions. If these actions are not right, nothing else matters. The controller output will run off scale in the wrong direction regardless of the tuning settings. The controller action sets the direction of a change in controller output from its proportional mode for every change in the controller’s process variable (feedback measurement).
If you choose direct action, an increase in process variable (PV) measurement will cause an increase in controller output that is proportional to its gain setting. Since the controller action must be the opposite of process action to provide feedback correction, you should use a direct-acting controller for a reverse-acting process except as noted later in this guide. Correspondingly, you should select reverse control action for a direct acting process so an increase in process variable measurement will cause a decrease in controller output that is proportional to its gain setting, except as noted later.
A direct-acting process is one in which the direction of the change in the process variable is the same as the direction of the change in the manipulated variable. A reverse-acting process is one in which the direction of the change in the process variable is opposite the direction of the change in the manipulated variable. The manipulated variable is most frequently the flow through a control valve, but it can also be the set point of a slave loop for a cascade control system or variable speed drive. The valve action sets the display.
For example, it determines whether a 100 percent output signal corresponds to a wide open or a fully closed valve. It also determines the direction of a change in the actual signal to the control valve when there is a change in the controller’s output. In some analog controllers developed in the 1970s, such as the Fisher AC2, the valve action affected only the display of the valve signal, not the actual signal. To compensate for this lack of signal reversal for a reverse-acting valve (i.e., an increase-to-close or fail-open valve), the control action had to be the opposite of the action that would normally be appropriate based on process action alone.
Fortunately, the valve action corrects both the display and the actual valve signal in modern controllers, so the control action can be based solely on process action. However, the user should verify this before commissioning any loops. In control systems that use fieldbus blocks, the valve action should be set in the analog output (AO) block rather than in the PID controller block. This ensures that the “back-calculate” feature is operational for any function blocks (split range, characterization, and signal selection) that are connected between the PID and AO blocks.
The signal can also be reversed in the current-to-pneumatic transducer (I/P) or in the positioner for a control valve. Before the advent of the smart positioner, it was preferable for the sake of visibility and maintainability that any reversal be done in the control room rather than at the valve. Reversal of signal in the control room is still advisable to prevent the wrong fail action for a scenario where you lose the field signal to the positioner but not the power to the positioner.
Nothing else matters if you don’t get the control action right. The control action depends upon knowing the process action and if the PID output signal is reversed in controller or in the valve’s current to pneumatic converter (I/P) or positioner for a fail-open (increase-to-close) valve. Knowing the choice and function of the various PID controller modes is also essential. See the recently extensively updated Good Tuning: A Pocket Guide 4th Edition for concise guidance on this topic and everything else you need to know to get the most out of your PID controller.
In this case, the positioner could possibly reverse the signal to the actuator causing an “Increase-Close” valve to close. It is important to standardize on the location of the signal reversal to ensure that it is done and done only once. Table 1 summarizes how the controller action depends upon both the process and valve actions and on the signal reversal.
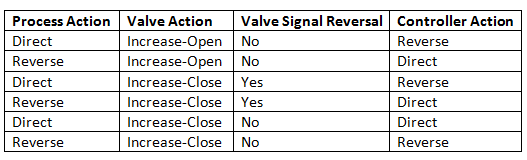 Table 1: Controller Action
Table 1: Controller Action
Which brings us to a rule of thumb:
The controller action should be the opposite of the process action unless there is an increase-to-close (fail-open) control valve for which there is no reversal of the valve signal. This means that you should use reverse and direct-acting controllers for direct and reverse-acting processes, respectively. The valve signal can be reversed for a fail-open valve at many places, but it is best done in the AO block of the control system.
Controller à la Mode
The names for the operational modes of the PID vary from manufacturer to manufacturer. Thus, the Foundation™ Fieldbus modes listed next provide a uniformity that can be appreciated by all.
- Auto (automatic) – The operator locally sets the set point. PID action is active (closed loop). In older systems, this mode is also known as the local mode.
- Cas (cascade) – The set point comes from another loop. PID action is active (closed loop). This is also known in older systems as the remote mode or remote set point (RSP).
- LO (local override) – PID action is suspended. The controller output tracks an external signal to position the valve. This mode is typically used for auto tuning or to coordinate the loop with interlocks. In older systems, it is also known as output tracking.
- Man (manual) – The operator manually sets the output. PID action is suspended (open loop).
- IMan (initialization manual) – PID action is suspended because of an interruption in the forward path of the controller output. This is typically caused by a downstream block that is not in the cascade mode. The controller output is back-calculated to provide bumpless transfer.
- RCas (remote cascade) – The set point is remotely set, often by another computer. PID action is active (closed loop). This mode is also known in older systems as the supervisory mode.
Anyone setting up a PID controller must select the correct control action and enable the proper choices of control modes including the right normal mode and initial mode. To make sure the PID setup is correct, one must verify by field tests and conferring with instrument design and maintenance, operators, and the process engineer whether the process is reverse acting or direct acting and whether the valve is fail open (increase-to-close) or fail close (increase-to-open).
One must also find out from the person who configured and tested the PID and control valve I/P and positioner if the valve signal is reversed anywhere. The signal should only be reversed for an increase-to-close valve and the reversal should be done at one point only. Provided there is no improper or missing signal reversal, the control action should be the opposite of the process action to give the negative feedback action necessary to achieve stability. In general, the manual mode should never be taken away from the operator because there are too many unforeseen possibilities and the operator is the last defense for safety and stability.
There is nothing worse than an operator feeling powerless. The initial mode is chosen based on what mode is appropriate for a total download and startup. The normal mode is the mode desired for best performance. Secondary PID controllers must have the Cascade mode permitted in order for the primary PID controller to manipulate the secondary controller setpoint.
For intelligently prepositioning of the PID output for sequences and to preemptively deal with situations and optimization of the output for setpoint changes, the remote output mode should be permitted. Finally, when PID setpoint is being intelligently adjusted or optimized (e.g., override control, valve position control, model predictive control, or supervisory control), the remote cascade mode is permitted. 
About the Author
Gregory K. McMillan, CAP, is a retired Senior Fellow from Solutia/Monsanto where he worked in engineering technology on process control improvement. Greg was also an affiliate professor for Washington University in Saint Louis. Greg is an ISA Fellow and received the ISA Kermit Fischer Environmental Award for pH control in 1991, the Control magazine Engineer of the Year award for the process industry in 1994, was inducted into the Control magazine Process Automation Hall of Fame in 2001, was honored by InTech magazine in 2003 as one of the most influential innovators in automation, and received the ISA Life Achievement Award in 2010. Greg is the author of numerous books on process control, including Advances in Reactor Measurement and Control and Essentials of Modern Measurements and Final Elements in the Process Industry. Greg has been the monthly "Control Talk" columnist for Control magazine since 2002. Presently, Greg is a part time modeling and control consultant in Technology for Process Simulation for Emerson Automation Solutions specializing in the use of the virtual plant for exploring new opportunities. He spends most of his time writing, teaching and leading the ISA Mentor Program he founded in 2011.
Connect with Greg![]()

