The following insights are part of an occasional series authored by Greg McMillan, industry consultant, author of numerous process control books and a retired Senior Fellow from Monsanto.
Bioreactor batches can take days or weeks to complete. Each batch may be worth millions of dollars. Preventing bad batches and achieving
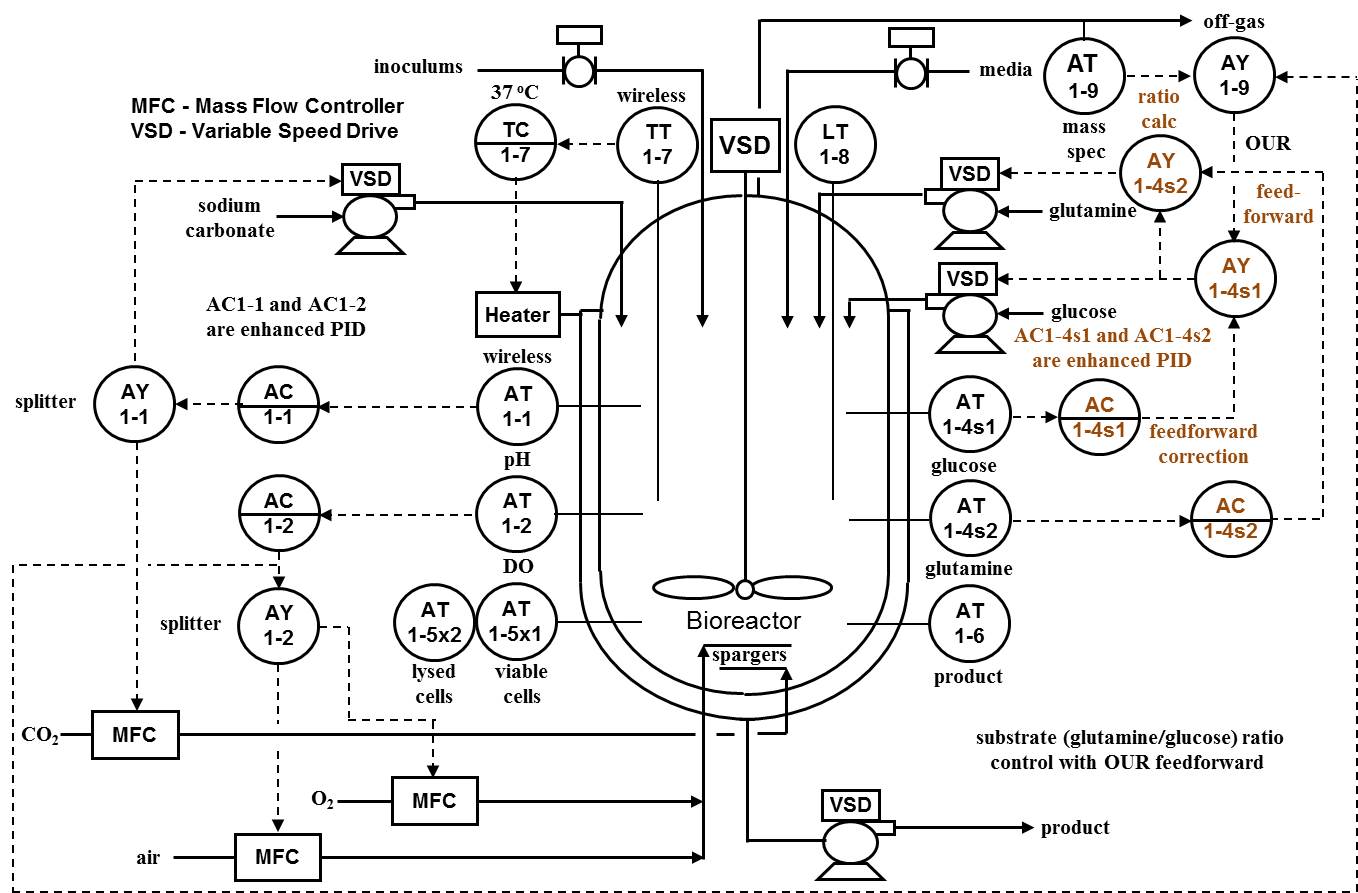
Interaction between DO and pH control can be greatly reduced by sparger design. Remaining interaction can be dealt with by an enhanced PID for DO and pH control with a threshold sensitivity setting for ignoring noise and a decoupling feedforward signal that is the opposing controller’s gas addition rate. Since tight pH control is more important than DO control, a feedforward of DO PID output (e.g., air flow setpoint) can be added to the pH PID output to help the pH controller immediately correct the carbon dioxide (CO2) flow setpoint.
The feedforward does not need to correct the pH PID output when manipulating the sodium bicarbonate setpoint. This simple half decoupler of air to CO2 flow setpoint is usually sufficient unless there is a sparger design problem. Problems occur when air and CO2 flow share the same sparger, the spargers are too close to each other, or there is no tight pressure control of air or CO2.
Insight: Good sparger design can eliminate most of the interaction between pH and DO control. What remains can be reduced by a half decoupler where the air flow setpoint from the DO PID output is added to the pH PID output that is the CO2 flow setpoint.
The utilization of key PID features and straightforward feedforward and ratio control can enable bioreactor batches to be more predictable and consistent deliver higher quality product. See Greg McMillan's new ISA book Advances in Reactor Measurement and Control for an extensive view of practical opportunities for designing control strategies to achieve product quality and maximize yield and capacity in different types of fermenters, bioreactors, and chemical reactors.
High concentrations of carbon dioxide (CO2) can be avoided by preventing overreaction of the pH controller to pH shifts (pH setpoint changes to promote product formation) by the use an enhanced PID and a secondary CO2 flow PID with setpoint rate limits. High CO2 concentrations will dissipate with time. Inert gases are sometimes added to help sweep CO2 out of the batch.
Mammalian bioreactor batches take 10 or more days. The exceptionally slow kinetics translates to extremely slow changes in reagent, oxygen, and cooling demand. Exceptionally slow load disturbances and slow integrating process gains result in negligible errors from disturbances. The objectives of tuning and control loop performance for pH, dissolved oxygen, and temperature control are in terms of setpoint response and optimization rather than disturbance rejection. The recognized opportunity is getting to a setpoint with no overshoot for a temperature shift and pH shift (setpoint change) to move from enhancing cell growth to promoting product formation. A PID structure that has proportional action on the process variable rather than on error and no derivative is useful for preventing overshoot. Getting to setpoint faster is not a consideration since the minutes saved are inconsequential in terms of the batch cycle time.
Insight: Mammalian cell kinetics are extremely slow with batch cycle times of 10 or more days. The errors from load disturbances are so slow that tuning for disturbance rejection or getting to setpoint faster is not the goal. Most of the focus is on the prevention of overshoot.
As previously mentioned, excessive accumulation of sodium bicarbonate causes a high sodium concentration leading to a high osmotic pressure that can contribute to cell membrane rupture and cell death. Unlike carbon dioxide that can escape in the vent gas, sodium bicarbonate is trapped in the media. Excessive crossing back and forth of the split range point for pH control over the course of the batch can lead to high osmotic pressure. A split range gap or deadband complicates tuning and does not stop the eventual excursion from the integrating process response. External reset feedback (dynamic reset limit) in the primary pH PID and setpoint rate limits in the secondary flow PID can provide the directional move suppression needed to slow down a movement into the direction of adding sodium bicarbonate reducing unnecessary split range excursions without requiring special tuning. New at-line analyzers can measure osmolality (osmotic pressure) by freeze point depression to help in optimization of the setpoint rate limits.
Insight: External reset feedback in the pH PID and setpoint rate limits in the CO2 and the sodium bicarbonate flow controllers can provide directional move suppression to eliminate unnecessary crossings of the split range point and an increase in osmotic pressure.
Online and at-line analyzers enable substrate concentration control with glutamine feed ratioed to glucose. An OUR feedforward anticipates changes in glucose utilization rate.
New online and at-line analyzers for measuring glucose and glutamine open the opportunity for improved concentration control of this sugar and this amino acid. At present, glucose and glutamine addition are scheduled in anticipation of utilization rates. A move from sequenced batch charges to fed-batch closed loop control can compensate for disturbances and consistently maintain a concentration (see figure). The glutamine feed setpoint can be ratioed to the glucose feed setpoint. A feedforward signal for glucose addition rate based on oxygen uptake rate (OUR) can provide preemptive correction for the acceleration of substrate utilization in the exponential growth phase. The sampling rate for at-line analyzers doesn’t need to be more frequent than once per 4 hours because the changes in mammalian cell metabolism are slow. An enhanced PID can provide tight control for relatively large sample times and can suppress reaction to noise and feedforward timing errors by a deadband (threshold sensitivity) setting.
Insight: New online and at-line analyzers of glucose and glutamine concentration offer the opportunity for optimizing the ratio of these concentrations for better cell performance (higher cell growth rate and product formation rate and better product quality).
The extensive use of external reset feedback is critical for preventing oscillations whether due to cascade control, split range discontinuities or discontinuous signals as discussed in the March 26, 2012 Control Talk Blog “What is the Key PID Feature for Basic and Advanced Control.” This feature is an essential part of the enhanced PID originally developed for wireless that offers extensive advantages for analyzers as described in the July/August 2010 InTech article “Overcoming Challenges of PID Control & Analyzer Applications”
All of these improvements can be explored, prototyped and tested by means of a high fidelity dynamic simulation of bioreactors I developed running much faster than real time that is easy to setup and use as a virtual plant.
The use of key PID features and feedforward for bioreactors can provide more repeatable and higher quality batches. Take advantage of this opportunity by learning about the use of external reset feedback, an enhanced PID and a high fidelity model that are easy to configure.
{kind=link}
{kind=link}