The following technical discussion is part of an occasional series showcasing the ISA Mentor Program, authored by Greg McMillan, industry consultant, author of numerous process control books, 2010 ISA Life Achievement Award recipient and retired Senior Fellow from Solutia Inc. (now Eastman Chemical). Greg will be posting questions and responses from the ISA Mentor Program, with contributions from program participants.
In the ISA Mentor Program, I am providing guidance for extremely talented individuals from countries such as Argentina, Brazil, Malaysia, Mexico, Saudi Arabia, and the U.S. This question comes from Hector Torres.
Hector Torres is a senior process and control engineer for Eastman Chemical Company in Tlaxcala, Mexico, with more than 20 years of experience.
I was wondering if you would have some sort of guides to construct a P&ID that one can follow to design a new process and depict it in a P&ID. I found the InTech magazine article P&ID: A roadmap for the rest of the trip.
I looked at the article about P&IDs and generally agree with the guy with the exception that I would always show fail position of the valves as the P&ID is the primary document that is used in Hazops here in the U.S. and the fail position is critical to the team’s understanding of what the system will do in emergency situations. Let me provide you with some examples of things I have seen that I consider both good and bad so you might learn from others.
First and foremost, the P&IDs should generally follow ISA symbols for the basic instruments. If you follow that symbology, most anyone can read and understand the P&IDs quickly. However, there are a lot of “gray areas” where the ISA rules don’t specifically say what you should do and this is where the engineer has some flexibility. Unfortunately, engineers tend to be very detail oriented so often the I/E engineer tends to want to show EVERYTHING in the interest of being thorough. While this is fine for a simple P&ID, it can become a NIGHTMARE for a P&ID that is showing a batch reactor. Suddenly you can’t even see the reactor for all the ISA symbols littering the page. Consider the examples below.
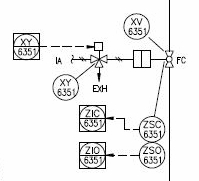
VALVE_COMPLICATED shows how one client shows an on/off valve. I like the fact that the P&ID indicates the fail position (FC) as well as the valve type (it is a ball valve). However, going to the trouble of showing the solenoid as well as the air connections and both limit switches takes up a lot of room. It’s fine if there are only a few valves on the page but think what a batch reactor P&ID might look like with some 40 valves all over the page!
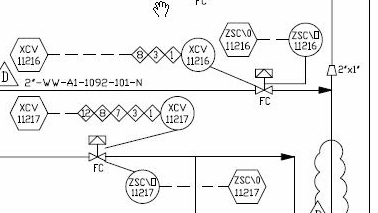
ID2_VALVES shows how another client did it. Here the client still shows the fail position but doesn’t indicate the valve type. The solenoid is implied but not shown and the limit switches are grouped as a single bubble (ZSC/O). This obviously takes up less room.
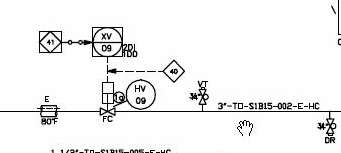
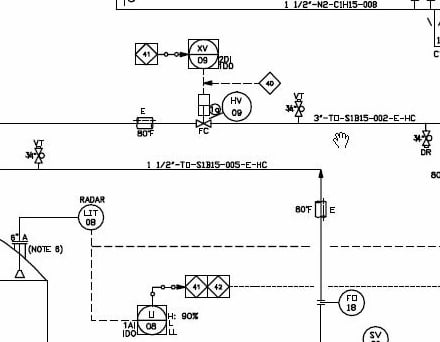
ID3_VALVE shows yet another on/off valve. This version doesn’t even mention the ZSC/ZSO, it just implies it with the “2DI” beside the bubble. What I do NOT like about this version is the XV-09 tag. The P&ID is in the 120 series so the implication is that the actual tag is 12009. I realize this method saves some room but it gets complicated and confusing when you are referencing valves from one page on another.
The ISA Mentor Program enables young professionals to access the wisdom and expertise of seasoned ISA members, and offers veteran ISA professionals the chance to share their wisdom and make a difference in someone’s career. Click this link to learn more about how you can join the ISA Mentor Program.
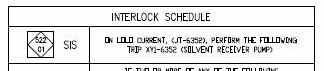
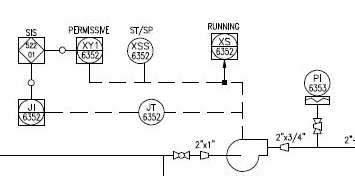
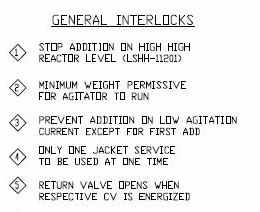
There are lots of ways to show interlocks but probably the best way is shown on SIS_ILOCK and SIS_ILOCK_PUMP. This particular client has an interlock table in the bottom corner of the P&ID with descriptions of the interlock and a number. SIS interlocks are indicated as such, DCS interlocks look the same but have no “SIS” designation, and hardwired interlocks are listed as such in the table and have no square around the interlock number. The use of a unique interlock number makes for easy referencing in the hazops and when interlocks span multiple pages. It is also very handy to have the interlock specifics listed right there during design reviews. Some clients do a similar thing but assign interlock numbers that are unique ONLY TO THAT P&ID. (So every P&ID has an “Interlock 1” that are different from P&ID to P&ID. See P&ID2_ILOCKS.) While this is better than nothing, it gets confusing when an interlock spans across multiple P&IDs. The unique number is a much better way to go.
ID3_LT_VLV shows some interesting items that are worth mentioning. Look at the LI-08 instrument. It shows that the loop has 1 analog input, 1 digital output (that trips a pump elsewhere), and shows high, low, and lolo alarms (including a LAH setting of 90%). While this may be overkill, it is one way to indicate such detail if warranted on your project. Another item worth noting on this P&ID is that the line number includes the line specification in it. “S1B15” is a piping specification that the plant uses to indicate the details of the material of construction for that pipe. Some plants use large piping schedules on the drawing that indicate everything about the pipes (size, schedule, material of construction, pressure, temp, etc.) but this takes up a lot of room on the drawing. If the line number includes the spec number, you don’t have to have all of the other listed.
See the ISA book 101 Tips for a Successful Automation Career that grew out of this Mentor Program to gain concise and practical advice. See the InTech magazine feature article Enabling new automation engineers for candid comments from some of the original program participants. See the Control Talk column How to effectively get engineering knowledge with the ISA Mentor Program protégée Keneisha Williams on the challenges faced by young engineers today, and the column How to succeed at career and project migration with protégé Bill Thomas on how to make the most out of yourself and your project. Providing discussion and answers besides Greg McMillan and co-founder of the program Hunter Vegas (project engineering manager at Wunderlich-Malec) are resources Mark Darby (principal consultant at CMiD Solutions), Brian Hrankowsky (consultant engineer at a major pharmaceutical company), Michel Ruel (executive director, engineering practice at BBA Inc.), Leah Ruder (director of global project engineering at the Midwest Engineering Center of Emerson Automation Solutions), Nick Sands (ISA Fellow and Manufacturing Technology Fellow at DuPont), Bart Propst (process control leader for the Ascend Performance Materials Chocolate Bayou plant) and Daniel Warren (senior instrumentation/electrical specialist at D.M.W. Instrumentation Consulting Services, Ltd.).
About the Author
Gregory K. McMillan, CAP, is a retired Senior Fellow from Solutia/Monsanto where he worked in engineering technology on process control improvement. Greg was also an affiliate professor for Washington University in Saint Louis. Greg is an ISA Fellow and received the ISA Kermit Fischer Environmental Award for pH control in 1991, the Control magazine Engineer of the Year award for the process industry in 1994, was inducted into the Control magazine Process Automation Hall of Fame in 2001, was honored by InTech magazine in 2003 as one of the most influential innovators in automation, and received the ISA Life Achievement Award in 2010. Greg is the author of numerous books on process control, including Advances in Reactor Measurement and Control and Essentials of Modern Measurements and Final Elements in the Process Industry. Greg has been the monthly "Control Talk" columnist for Control magazine since 2002. Presently, Greg is a part time modeling and control consultant in Technology for Process Simulation for Emerson Automation Solutions specializing in the use of the virtual plant for exploring new opportunities. He spends most of his time writing, teaching and leading the ISA Mentor Program he founded in 2011.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}